M31 Motion Control Setup Manual
![]()
The M31 is a compact, industrial motion controller designed specifically for MachPro CNC systems. It links your MachPro control PC to your drives and motors over Ethernet and supports both EtherCAT and traditional step-and-direction control, giving you flexibility in how you build or retrofit your machine. With support for up to 12 axes, the M31 scales from small routers and mills to large, multi-axis specialty machines, while maintaining synchronized, precise motion across all channels. It’s engineered as the motion “engine” of the MachPro platform, providing a stable, factory-certified hardware layer between your Windows control PC and the field hardware on the machine.
WARNING!
Improper installation of this motion controller can cause DEATH, INJURY or serious PROPERTY DAMAGE. Do not attempt to install this controller until thoroughly reading and understanding this manual.
1 Introduction
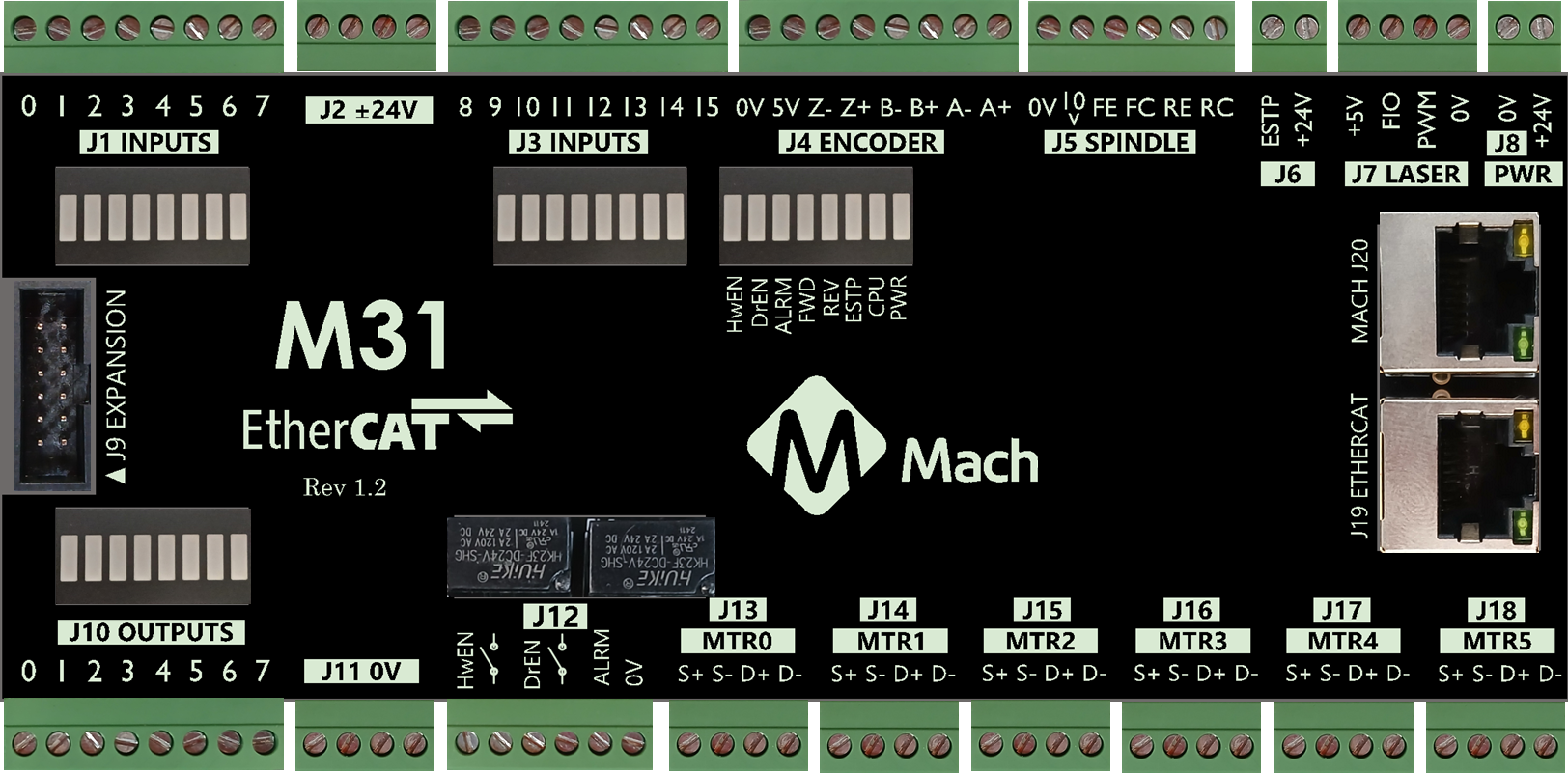
Reference Diagram
Use the diagram below as a reference throughout the manual.
Specifications
Below are the specifications for the M31 motion controller.
Please observe the max voltage on each pin. Some pins are 24v compatible, some are 5v, some are 3.3v, and some are 0v. Exceeding their max voltage will cause serious damage to the M31 Motion controller.
|
Item |
Specification |
|
Input Power |
24VDC |
|
Max Power Consumption |
48W |
|
|
|
|
Motor Drives |
|
|
Stepper Channels |
6 motors |
|
Step and Direction Axis Control |
5V Single Ended and Differential |
|
Connection |
Terminal Blocks |
|
Max Pulse Speed |
1.6 MHz |
|
|
|
|
Ethercat Network |
|
|
Device Types |
Servo Motors, Stepper Motors, VFDs, I/O Modules, etc |
|
Max Devices |
30 |
|
Max Motors |
6 motors by default (8 and 12 motor options available) |
|
|
|
|
Quadrature Encoder Channel |
1 |
|
Connection |
Terminal Blocks, 5V Differential |
|
Max Frequency |
1.6 MHz |
|
|
|
|
Spindle |
1 |
|
Opto-Isolator Outputs |
Forward and Reverse Open Drain / Open Collector outputs |
|
Analog Speed Signal |
0-10VDC |
|
Encoder Feedback |
Yes |
|
|
|
|
Digital Outputs |
8 (PNP Sourcing) |
|
Voltage |
16 - 24VDC |
|
Max Current |
250mA |
|
Pulse Wave Modulation (PWM) |
Not yet available |
|
|
|
|
Inputs |
16 (PNP Sourcing) |
|
Voltage |
16-24VDC |
|
Input Current Range |
3 - 6mA |
|
Isolated |
Yes |
|
|
|
|
Enable Circuit |
2 |
|
Hardware Enable |
Relay Dry Contacts, 5V Enable or 24V Enable |
|
Drive Enable |
Relay Dry Contacts |
|
|
|
|
Emergency Stop Circuit |
Normally Closed Connection |
|
|
|
|
Ethernet Port |
10/100 MHz |
|
|
|
|
Dimensions |
7.125"(L) X 3.75"(W) X 1.875"(H) |
|
Optimal Temperature Range |
32° to 100°F (0° to 38°C) |
|
Humidity |
30% - 60% RH |
Status LEDs
Each LED has a single color.
| LED | ON | OFF |
| Power | Green - M31 is powered | No Power |
| CPU |
Blue blinking - M31 CPU is active
|
CPU is not enabled |
| E-Etop | Red - E-Stop pressed, or the E-Stop circuit is incomplete | E-Stop is not active |
| Hardware enable | Orange - hardware enable is on | No hardware enable signal |
| Drive enable | Orange - drive enable is on | No drive enable signal |
| Spindle fwd | Green when spinning forward | |
| Spindle rev | Green when spinning in reverse | |
| Drive alarm | Red - one or more drives are in alarm state | All drives report good |
Tools Required
A small, flat head screwdriver is needed for the I/O terminals.
Recommendations
If your system is running 480 VAC we recommend using line filters before the servo drives and VFDs. At higher voltages they generate a lot of electrical noise which can affect the logic circuits in your system.
The M31 Motion Controller and the drives can supply 24VDC, but they do not have a lot of output capacity. We recommend adding separate 24 VDC power supplies. Specific suggestions for success:
-
Use separate 24 V supplies for I/O and field loads if current is high.
-
Tie all 0 V terminals to a single 0 V / ground bar in the main cabinet.
-
Bond this bar to PE at one place.
-
Keep motion controller and drive I/O referenced to this same 0 V bar.
-
Use isolated I/O for external panels and long cables.
This approach prevents large ground potential differences while still offloading the 24 V outputs on drives and motion controllers.
MachPro Startup
On the desktop of your control, there is a MachPro shortcut  for your machine type.
for your machine type.
After double clicking on your MachPro shortcut, a window will come up asking to Press Cycle Start to Enable Mach and Home All Axes . By default on a new installation, MachPro will home in place. While you are configuring your control, click Cancel to prevent the system from trying to enable.

This prompt can be turned off in the MachPro settings if desired.
Firmware Update
On your first start of the MachPro software, it will check to ensure that you have the latest firmware for the M31 motion controller. If not, you will see an update screen.

Follow the prompts to update the M31 firmware. When it has completed the process, it needs to reboot the M31, and it will prompt for your approval to do that. Once the M31 is running again, and both the Firmware and FPGA are current, close the M31 Upgrade window.

Restart the MachPro software to ensure smooth operation.
If you have problems with the automated upgrades, you should use the manual upgrade process. MachPro Manual Upgrade of M31 Firmware and FPGA
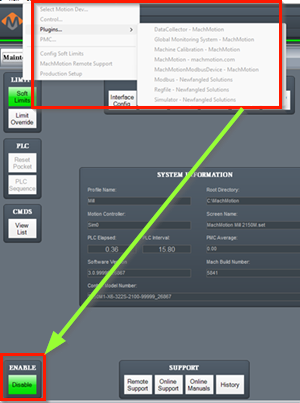
The configuration menus are locked if the system is enabled, and all the menu options will be grayed out. You need to disable the system in order to make configuration changes.
Hardware Startup (J8)
To power the M31, you must supply 24VDC to the power connection located at the top right of the board as shown below. The LED labeled PWR will be green when 24VDC is supplied.

Emergency Stop (E-stop Circuit J6)
The emergency stop connector is located in the upper right corner of the M31. When the emergency stop terminals are connected together, the red E-Stop LED turns on and the controller can then enable. This is a safety circuit that immediately stops motion when activated.

Important: The M31 motion controller will not operate unless the Emergency Stop (E-Stop) circuit is complete.
Multiple E-Stop Devices
-
Connect all E-Stop devices in series in the same E-Stop circuit.
-
In a series circuit, any open contact will open the entire E-Stop circuit.
Adding an E-Stop Button to the M31 Board
-
Wire the E-Stop button to a relay input.
-
Use the relay output contacts in the E-Stop circuit.
-
Ask a qualified electrician to design and verify this wiring.
M31 Emergency Stop Input Mapping
-
The Emergency Stop input is mapped to M31 1DI.ESTP.
- Pull down Configure -> Control and click the Input Signals tab
- Scroll down the input signals to reach the E-Stop signal
-
When configured correctly, opening the E-Stop terminals will disable the system.
-
The system will only operate when the E-Stop circuit is closed and healthy.

Tip: The most effective way to wire an E-Stop circuit is with 24VDC all the time the machine is enabled. If someone presses the E-Stop button, or a wire is cut, the machine will be disabled. Any event that takes away the 24VDC will disable the machine. When mapping the M31 input to the MachPro software signal, set that input as Active Low. When the input from the M31 goes low (the 24VDC is removed) the E-Stop signal will go high and the machine will disable.
Hardware and drive enable overview (J12)
Before you use hardware enable or drive enable, configure the emergency stop circuit.
The M31 includes two control circuits: hardware enable and drive enable.
These circuits remain inactive until you configure the emergency stop (E-stop) circuit.
Use the default settings unless your application requires changes.
Accessing the enable settings
-
Open Configure > Control.
-
Select the Settings tab.
Available options
In the Settings tab, you can:
-
Set the delay between hardware enable and drive enable.
-
Choose which outputs turn off when the system disables.


I/O Diagnostics
The M31 and MachPro have a rich set of diagnostics.
- Each input and output on the M31 has an associated LED
- The M31 Diagnostic screen shows the status of all I/O at the motion controller level (click Diagnostic -> M31)
- The MachPro Input Signals screen shows the state of all enabled signals in the State column (click Configure->Control, then click Input Signals)
- The MachPro Machine I/O screen also shows the state of all mapped I/O (click the Service tab, then the Machine I/O tab)
While you are wiring and mapping I/O signals, confirm that each I/O port is changing correctly at the M31 - with its diagnostic LEDs, and in the MachPro software.
If you click any of the graphics below, they will open in a new window or tab at their full size.
|
|
Input pin 1 is active - 1DI.01.01
The E-Stop is active - 1DI. ESTP
There is power to the board.
The blue CPU LED will blink when the CPU is active |
|
|
Click the Pin icon to keep this window on top of other windows
The table at the top lists the current status of all motors connected to the M31
In the row directly under the motors table there is a GCode Message Cntr. If this number is active, then the M31 and MachPro are communicating normally.
The bottom section shows the status of all physical inputs and physical outputs on the M31 |
|
|
The M31 Status window shows that 1DI.01.01 has 24VDC
The Control Configuration window shows that this input from the M31 is mapped to MachPro Input #1. Because this input is a tool setter with a normally closed status, the Active Low status was turned on. Now, when the tool touches, the circuit will open, and the software input signal will trigger. All of these settings can be changed from this window.
The Machine I/O dashboard tells us that there is currently no tool touching the tool setter pad. |
|
M31 Status - pull down Diagnostic -> M31 Use this window while wiring your I/O. You can test the physical connections immediately.
Control Configuration - pull down Configure -> Control -> Input Signals Use this window to map the hardware inputs from the M31 to the MachPro software signals. You can also test using the input State and adjust Active Low or High.
Machine I/O - From the main MachPro screen, click the System tab at the bottom, then the Machine I/O tab at the top. Use this for status and diagnostics while the machine is operating. |
|
|
|
The M31 Status window shows that 1DI.01.01 no longer has 24VDC
The Control Configuration window shows MachPro triggering Input #1 high, indicating that a tool has touched the tool setter pad.
The Machine I/O dashboard tells us that a tool is currently touching the tool setter pad. |




Configure the Dedicated Network Interface (J20)
The M31 motion controller connects to the control computer through a static IP Ethernet connection.
Follow the Microsoft guide below to manually set your network adapter to communicate with the M31:
Microsoft Instructions: Manually Configure IPv4 Settings Scroll to the bottom and expand the section titled “To specify IPv4 settings manually.”
Then perform the following steps:
-
Set IP address to:
192.168.208.10 -
Set Subnet mask to:
255.255.255.0 -
Save the settings and close the window.
-
Connect the Mach J20 port to the dedicated network port on the control computer.
The M31 IP address (192.168.208.35) and the computer adapter IP (192.168.208.10) are pre-configured and should never be changed.
If you need to reset the IP address on the M31:
- Verify: The M31 has 24VDC power
- Verify: The M31 and computer are connected with an ethernet connection
- Open the VSI Device Manager software
|
You should see the VSI Device Manager icon on your windows desktop
OR, |
|
|
Click the Windows Start button and search for VSI |
|

The VSI Device Manager will appear as one of the windows below.
 |
|

- Click Scan Network
- Click the device that the scan locates. It will show the current IP address on the line at the top as well as an editable field in the lower right corner.
-
You may not see an M31 in the VSI Device Manager. Still follow steps 3 through 6.
-
- Enter 192.168.208.35
- Click Set New IP Addr
- Click Close
- Close MachPro, power cycle the enclosure, and restart MachPro. This ensures that all network and software changes are fully enabled.
2 Axis Setup
We recommend that you initially do a test setup with your motors.
- This ensures that you have all the cables you need
- You can verify that the motors all work
- You can easily verify that your drives are set to 17 bit or less.
Set the motors on a stable work surface. Often the packing materials will work well as temporary pads.
Connect all cables between each drive and motor. You may leave the motors setup like this until the system is ready for axis calibration.

M31 Motion Controller
All of the drives and external I/O will be wired into the M31. The M31 motion controller uses either EtherCat or step and direction to control the axes.
The axis drives and motors need to be wired, configured, and calibrated for accurate motion in this Axis Setup section. Once that is completed, machine zero, limits, homing, and fixtures can be configured in the Inputs and Homing Setup section.
The M31 will support both Step and Direction, and EtherCAT devices simultaneously.
Testing Axis Motion
This section applies to both the Step and Direction systems, and the EtherCat systems. You will be connecting the M31, drives, and motors in the sections below. Once the M31 Motion Controller is correctly wired to the drives, and they are wired to the motors, you can test motion. The M31 plugin provides controls for making test movements on each axis individually.
Ensure that each axis is able to safely move both directions without damaging the axis or machine. Note that the only limits it has are the hard stops on each axis. If you have the motors on a test bench, there is no risk.
Pull down Configure -> Plugins -> M31 and select the first axis you want to test.
|
|
The black window at the bottom will display the results of your test. Initially yours will be blank. You will set movement values in the Test Motion section at the right of the window.
This axis is now ready to test motion |
|
|
Note that the graph shows the commanded and actual position are tracking well, but the speed is not doing well. That is because we are running with very low movement values. |
|
|
Note that I am still moving very small physical distances, and my only goal is to ensure that the motion controller, drive, and motor are working properly together. |



Repeat these steps on each axis to verify that the M31, drives, mechanics, and motors are working.
Step and Direction Connection and Configuration (J13 - J18)
The M31 supports differential or single-ended outputs. For differential outputs there are two signals for step (step + and step -) and two signals for direction (direction + and direction -). For single-ended there is only one signal for both step and direction.
Note: The M31 does not support powering and controlling motors directly. It is designed to supply control signals to a drive, which will power and control the motor.
|
Motor Drives |
|
|
Stepper Channels |
6 Motors |
|
Step and Direction Axis Control |
5V Single Ended and Differential |
|
Connection |
Terminal Blocks |
|
Max Pulse Speed |
1.6 MHz |

If using step and direction, wire up your drives to J13-J18.
Connect to a single-ended drive input
Use this when
-
-
The controller has true differential (RS-422) step/dir outputs, and
-
The drive has single-ended step/dir inputs.
-
Connections
-
-
Connect S+ → drive STEP input.
Drive label examples: “PUL”, “STEP”, “CP”. -
Connect D+ → drive DIR input.
Drive label examples: “DIR”, “CW/CCW”. -
Connect controller 0 V → drive input common / signal ground.
-
Drive label examples: “PUL-”, “DIR-”, “COM”, “GND”, “SG”, “DCM”.
-
We recommend that you run a single 0V wire from the J11 block to your drives. This is a series (pass-through) connection.
-
You connect the 0 V output of the power supply to the first drive. Then you connect the 0 V terminal of that drive to the 0 V terminal of the next drive. Continue this pattern for all drives.
-
M31 J11 0 V → Drive 1 (0 V) → Drive 2 (0 V) → Drive 3 (0 V)
-
-
Do not connect
-
-
Leave S- and D- unconnected.
-
Why
On many controllers, S- and D- are the inverted, actively driven outputs of the differential pair. If you tie them to 0 V, you can short an output or distort the signal. This can cause missed steps or faults.
Connect to a differential (RS-422) drive input
Use this when
-
-
The controller has true differential (RS-422) step/dir outputs, and
-
The drive has differential step/dir inputs.
-
Connections (typical)
-
-
Connect S+ → drive STEP+ input.
Drive label examples: “PUL+”, “STEP+”, “CP+”. -
Connect S- → drive STEP- input.
Drive label examples: “PUL-”, “STEP-”, “CP-”. -
Connect D+ → drive DIR+ input.
Drive label examples: “DIR+”, “CW+”. -
Connect D- → drive DIR- input.
Drive label examples: “DIR-”, “CW-”, “CCW-”.
-
0 V connection
-
-
In most differential interfaces, a separate 0 V wire is not required for the signal to work, because the receiver measures the voltage difference between “+” and “-”.
-
If the drive manual specifies a signal ground, shield drain, or COM connection for noise control, connect it as specified. If the drive manual does not require a 0V connection, then do not connect it. Do not use S- or D- as a ground.
-
Notes
-
-
Use twisted pairs: S+ with S-, and D+ with D-.
-
If you use cable shield, bond it per your grounding standard and the drive manual (usually at one end).
- If you have a dual channel (2 motors) stepper drive, please contact MachLabs support for the correct configuration.
-
M31 Plugin Configuration
M31's default motor configuration will work for step and direction systems. If you need to add motors beyond motor5, the Control Output Index and the Feedback Source Index both need to match the Motor number.

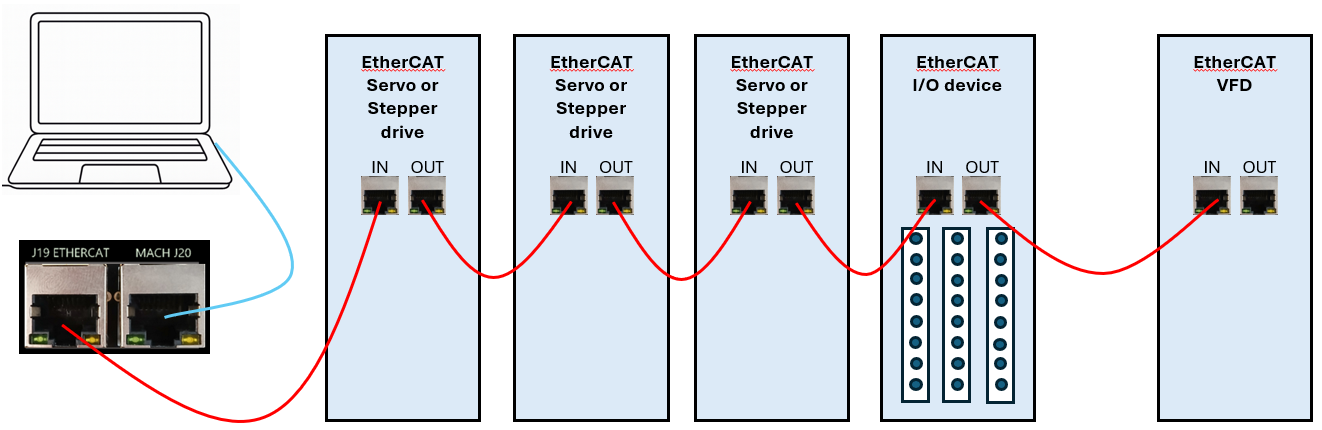
EtherCat Network Configuration (J19)
The M31 uses a standard EtherCat physical connection plan. The computer connects via Ethernet to J20 on the M31 motion controller. J19 on the M31 is then used to connect to each of the EtherCat devices.
-
Put servo & stepper drives first in the EtherCAT chain (closest to the controller).
-
Put I/O devices and safety relays in the middle.
-
Put VFDs last (at the end of the chain). VFDs make electrical noise — keeping them last lowers interference.
-
Use shielded network cable for all EtherCAT devices.
-
Cable length: keep each cable between 1 foot and 100 meters (about 0.3 m – 100 m).
-
Good cable management: keep cables neat, do not bend them sharply, and separate network cables from high-power lines when possible.
Load the EtherCat configurations
Pull down Configure -> Plugins -> M31 and select the EtherCAT tab

You may need to refresh the network several times to retrieve all of the information.

If any of the devices report a status of Unsupported, please contact Mach support using the information at the end of this manual.


After downloading the configuration you will need to close the M31 Config window and restart MachPro for all configurations to be loaded.
EtherCat Network Troubleshooting
- Close the MachPro software and then shutdown the computer
- Cycle the power on the whole machine
- Restart the computer and the MachPro software. Recheck to see if you are still having a problem.
- Verify that the GCode Message CNTR is still active in the M31 Status window. (Diagnostic - > M31)
- Verify the EtherCat chain between drives. Disconnect the cable from drive 1->2, and refresh the network. You may need to refresh several times to fully populate the drive list.
- If that works, now reconnect 1->2, and disconnect 2->3. Repeat until the drive list will not populate. The EtherCat train is getting stuck at that drive.
- Check the parameters you programmed into that drive.
If the list of online devices in right column still does not populate with valid devices, please contact MachLabs support.
EtherCAT Drive Configuration
Before calibrating EtherCAT servos, you must know your motor resolution and cap it to 17 bits or 131072 counts per motor revolution. This is the maximum number of counts per revolution that the M31 supports.
17 Bit Resolution
Motion based on 17 bit encoders is accurate enough for the majority of CNC systems, and it also allows you to select from a range of servo drives and motors. However, the drives will need to be configured to provide 17 bit encoder output even if they support a higher encoder count. This is a configuration change that is often made on servo drives, and it may be listed as Drive Ratio, User Parameter, Encoder Output Resolution, or Edge/Pitch.
Yaskawa Sigma5 and Sigma7 drives use parameter PnB02 set to 8 to change their output to 17 bit.
Each drive manufacturer has its own way to adjust the number of pulses that it will report for each rotation of the motor shaft. You need to ensure that you can configure any drives you plan to use with the M31 for 17 bit output.
| Count | Bits | Conversion | Result |
|
less than 131,072 (stepper drives) |
less than 17 | none | use the maximum resolution of the drive |
| 131,072 | 2^17 | none needed | 131,072 |
| 1,048,576 | 2^20 | 8 | 131,072 |
| 8,388,608 | 2^23 | 64 | 131,072 |
| 16,777,216 | 2^24 | 128 | 131,072 |
Example of how the math works: The last row is a 24 bit drive.
2^24 = 16,777,216 pulses for each rotation of the motor shaft. Try dividing that by these numbers: 8, 16, 32, 64, 128
In this case 16,777,216 / 128 = 131,072 which is the number of pulses we are looking for. So, if you have a 24 bit drive, you need the drive parameter where you can plug in 128, and have the drive send 131,072 pulses per rotation to the M31.
Checking Resolution
How many bits is your drive sending to the M31? This process is easiest if the motor is not mounted on the machine.
- Power up the system and MachPro, but leave MachPro disabled, which will allow the motors to be rotated by hand
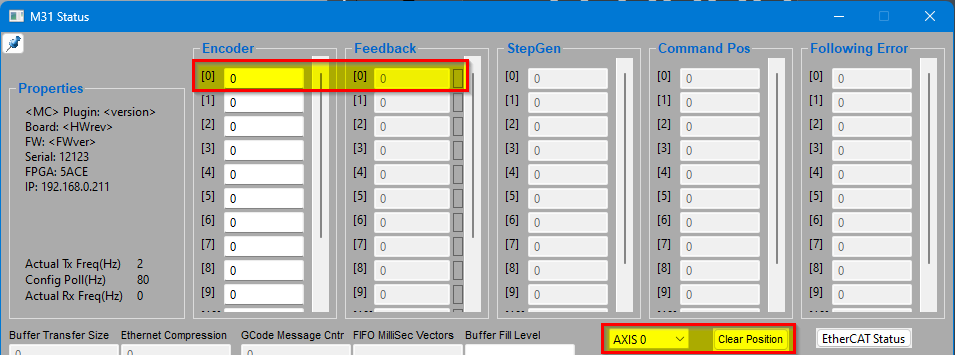
- Pull down Diagnostic | M31
- Determine which axis you are checking and clear its position data. In the example above, Axis 0 has been selected. When the Clear Position button is pressed, the feedback value will be zeroed.
- Now rotate the motor shaft by hand one full rotation and note the feedback value. If it is a stepper motor, you may see approximately 10,000. If it is a servo motor you should see a number close to one of the numbers in the first column of the table above.
- If it is more than 131,072, your goal is to reconfigure the drive so that 1 rotation of the motor shaft produces approximately 131,072 pulses.
When you have configured all of your drives to use 17 bit resolution, save and close all open windows. Close MachPro.
Configure individual EtherCAT motors
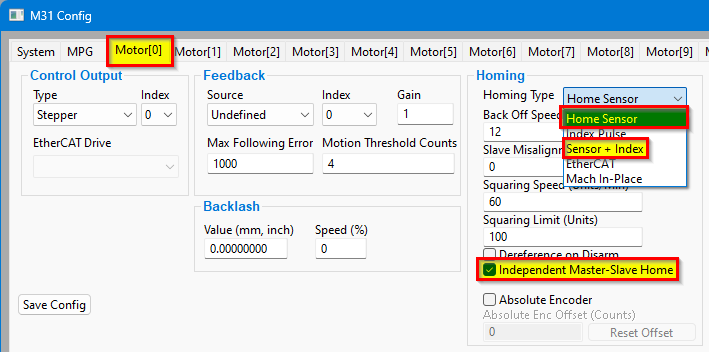
After restarting MachPro pull down Configure -> Plugins -> M31 and select the Motor[0] tab
The example below shows Motor[0] configured as an EtherCAT drive and connected to a Leadshine drive [1]L7N(COE)
- Select EtherCAT Drive as the Control Output Type
- Select the first EtherCAT Drive for Motor[0]
- Select ECAT Feedback as the Feedback Source
- Select the type of Homing configuration you are using for this motor.

Notes:
- Each motor has a Control Output SubID, and Feedback Index. The default is to leave those fields set to 0 for all motors.

- The maximum following error is usually set to one or two rotations of the motor shaft. You may need to adjust for your system. Following error occurs when an axis is physically blocked from moving, or when part of the axis mechanics are slipping and commanded motion does not result in feedback motion.
- Under the homing section are the adjustments for gantry squaring, and for enabling Absolute Encoder.
- All unused motor tabs need to be set to Undefined



Enabling Axes
After the drives are connected to the M31, open up MachPro, and enable the axes as follows:
Note: This may already be setup depending on your system.
- Enable all the motors that are to be controlled by setting the respective boxes in the right pane to checks. In the example below, motors 0, 1, and 2 are enabled.
- To test motor direction before proceeding press [ Apply ] and [ OK ] to save and close.
- Click the flashing red Enable button in the lower left corner of the screen to enable the system.
- Use your pendant, the panel jog buttons, or the on-screen jog buttons to carefully test each axis direction.
- I have moved the jog rate slider almost all the way down to test my motion. Be very careful in testing axes with master and slave motors. Because of the gearing mechanics, they will typically need to rotate in opposite directions from each other.

- If a motor moves the wrong direction, it can be reversed in the Motors tab.
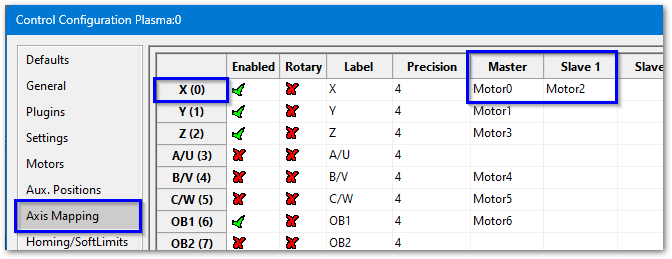
- On the menu bar, click Configure->Control . Then select the Motors tab (pictured below).
- Check the Reverse? box for each motor that needs to be reversed.
- Press [ Apply ] to save any changes.

- Next, select the Axis Mapping tab as pictured below. Associate the enabled motors to the applicable axis. In this example, Motor0 is the X master, Motor1 is the Y master, and Motor2 is not mapped to an axis. In this EtherCat system the VFD and spindle are motor 2, but will not be used for axis movement. No slave axes are configured on this system.
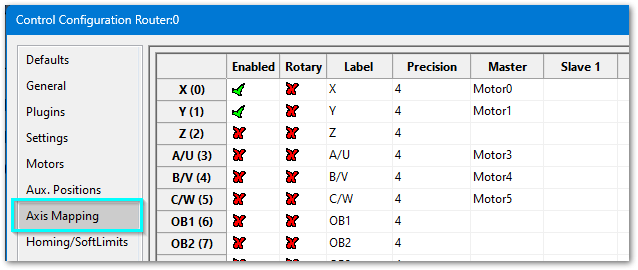
- If you have an axis with two motors - such as a gantry - one motor will be the master and the second will be the slave. In the slave column, select the motor that will be running in slave mode. In this example X axis has Motor0 as the master and Motor2 as the slave.

- Press [ Apply ] and [ OK ] to save and close.
- Carefully test jogging.




If you have been running your motors on a test bench, you now need to mount the motors on the machine in their running configuration.
WARNING
The machine can be crashed very easily at this point. The axes need to be calibrated and the limits set up now.
Axis Calibration
Before calibrating the axes, set the backlash units to 0 for each axis. See the Backlash Repair and Compensation section below for details.
Go to Configure-> Plugins -> Machine Calibration.
Select the type of configuration you would like to perform from the window:
- Manual - Calculate the axes by comparing distance traveled vs. distance commanded. See Manual Calibration below for instructions.
- Automatic - Calibrate axes using the specifications of your system. Continue for instructions.
Automatic Units Calibration
Automatic calibration requires you to provide all of the details of your motor and axis hardware. If you are unable to find this information, proceed to the Manual Calibration section.
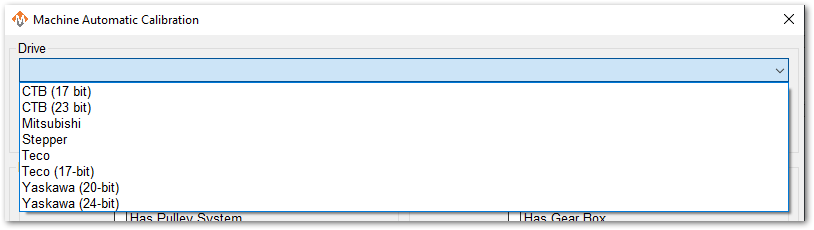
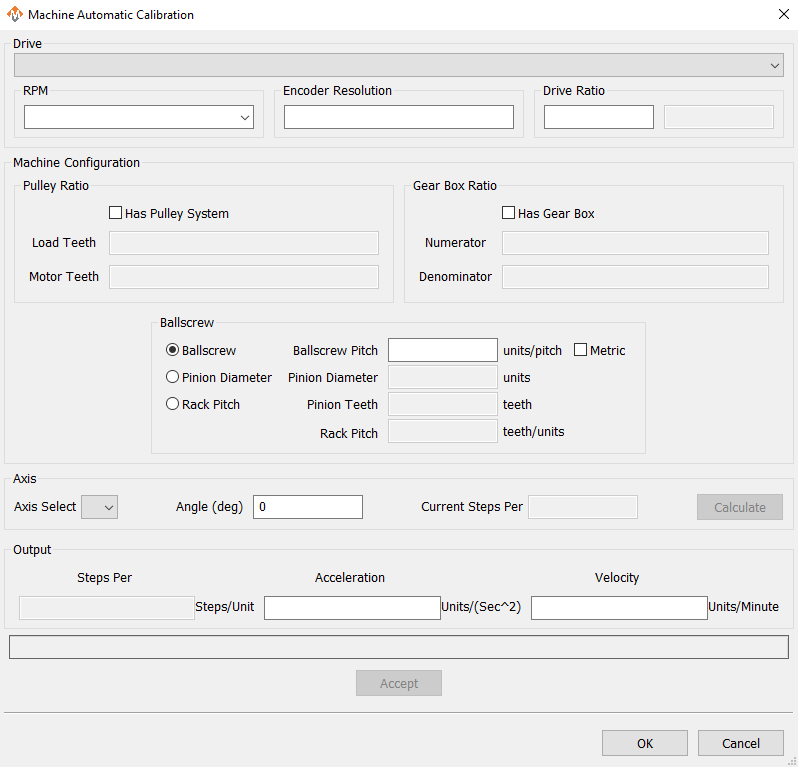
- Select the Drive that most closely matches yours. If there is not an exact match, select based on the number of encoder resolution bits.
- Select the max motor RPM
- Enter 131,072 for the Encoder Resolution. If you have a stepper drive, or the drive is less than 17 bit, then enter the actual resolution per rotation for your motor. To verify the actual encoder resolution of your drive, please use the steps above in Checking Resolution.
- Enter 1 for the drive ratio.
- If this axis uses a pulley, select that box and enter the number of teeth from the load side and the motor side.
- If there is a gearbox, select that box and enter the ratio.
- This axis will have either a ballscrew or rack and pinion system. Select the type it has and complete the open fields.
- Select the axis to calibrate.
- Leave Angle at 0 degrees
- Press the [Calculate] button.
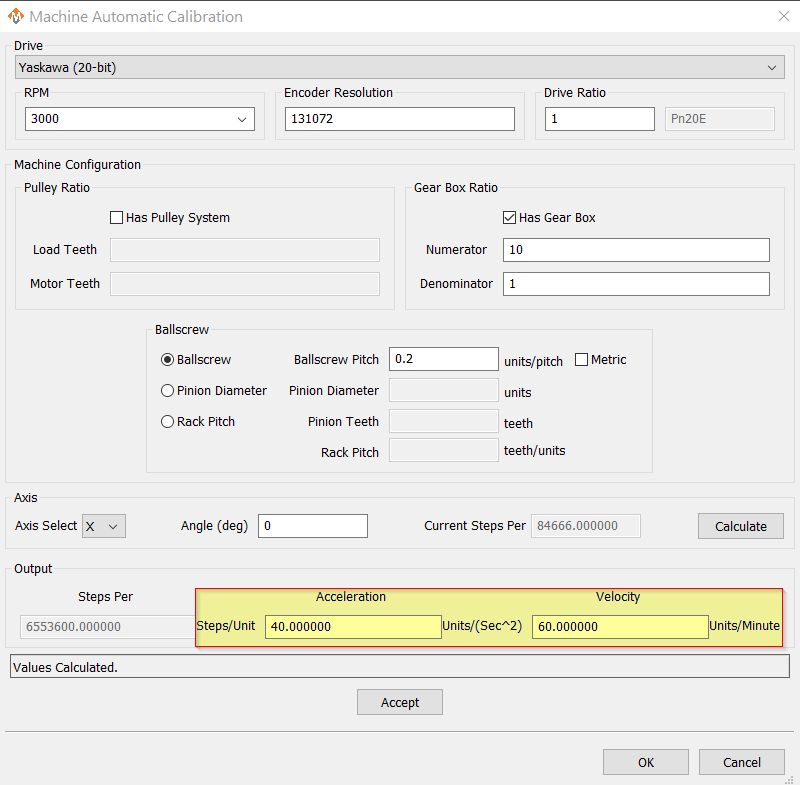
- Evaluate the current steps value against the proposed values. You may change values and re-calculate.
- When you are ready to Accept the new steps per value, enter in the maximum Acceleration and Velocity values that you want for this axis.
Repeat for each axis.
Press [OK] and restart MachPro to save the calibration settings.
This is an example of a simple X axis that has been calculated and is ready to be accepted. You may need to change the Acceleration and Velocity values to be appropriate for your machine. If you do not want them to change, type in the current values shown. Verify by clicking another motor and then coming back to the adjusted motor.
Verify that each axis is moving the distance that you command.
Manual Calibration
This tool will enable you to calibrate your axes based on measuring actual distances moved and updating the MachPro parameters.
For maximum accuracy use the longest distance that you can accurately measure to calibrate each axis.
- Select the axis to calibrate.
- Select either Jog Distance or Commanded Distance. Jogging allows you to directly control the speed and distance the axis moves.
|
Manual Calibration Using Jogged Distance |
Manual Calibration Using Commanded Distance |
|---|---|
|
Setup:
|
Setup:
In this example I am using the Commanded Distance test to verify the jogged distance calibration I just completed on the Y axis. |
|
Run the test:
|
Run the test:
|
|
|






Axis calibration is a core function of a CNC control. Ensure that it now meets your accuracy requirements before moving on in the configuration. All of the following configuration steps depend on calibration, and if you later change the calibration, you will need to reconfigure many of the items below.
Configure Velocity and Acceleration
If you want to adjust your velocity, select Configure on the top menu bar, then Control . Select the Motors tab as shown below.
The Axis Calibration process will provide Velocity and Acceleration values for each axis that you calibrate. Use the process below to adjust these values on each axis to suit your machine.
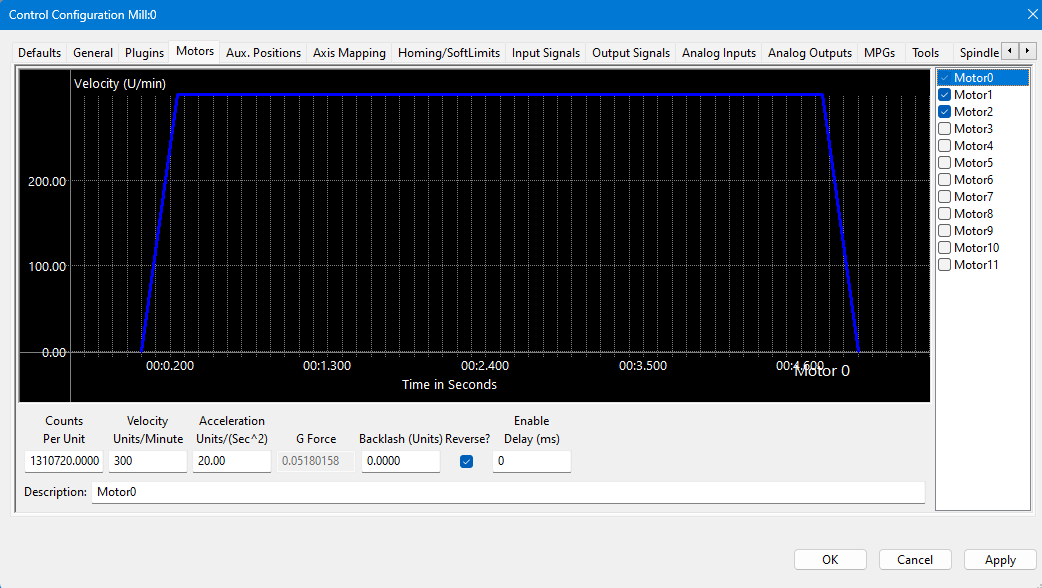 In the right pane, click on the motor you want to set up.
In the right pane, click on the motor you want to set up.
Click the word to highlight and select the axis. The checkbox is for enabling/disabling the motor
The selected motor’s parameters will be loaded and the velocity or acceleration settings can be adjusted.
- The max velocity is limited by several factors, including the motor. If you want an axis rapid speed to be limited or lowered, adjust the velocity for that motor to the max speed you want the rapid to be. The rigidity of the machine hardware will limit practical maximum velocity of an axis. The cut quality and accuracy will degrade as it reaches that point.
- For stepper motors, max acceleration is typically 15-20 if in standard units. For servo motors, start with value of 30-40. This parameter also sets the deceleration rate, which interacts with a regeneration resistor - if one is installed on this axis.
Press [ Apply ] before clicking on another motor or closing out the Mach Configuration window. NOTE: If you change the counts per unit, the velocity and acceleration values will adjust accordingly.
WARNING
No limits have been set up. DEATH, INJURY or serious PROPERTY DAMAGE can occur if the system is not operated carefully. Limits and homing setup will be completed in section 3
Backlash Repair and Compensation
Backlash is caused by the gaps between moving parts such as gears and ballscrews. It is the amount of movement one component can make in one direction without causing motion in the next connected part. Most mechanical systems have some backlash - even when new. If the mechanics are too tight, binding and excessive wear will result. As the gears and ballscrews wear, the backlash will increase, and accuracy will decrease. Ongoing testing and maintenance of your mechanical system is required to minimize backlash.
The M31 provides software backlash compensation as a short-term solution for small, stable amounts of backlash. To calculate the backlash of an axis use How To Test For Backlash
Backlash Value – (Enter in Configure | Plugins -> M31). This field sets the backlash amount in inches or millimeters, depending on the setup units. For best performance, backlash should be less than .0015 inches. Start by entering half of the backlash value, test and adjust.
Backlash Speed % – (Enter in Configure | Plugins -> M31) This is a factor of the axis acceleration value. The M31 takes the max acceleration of the motor and multiplies it by this percentage. Valid values are 10-400 (0.1 to 4 times max acceleration). A common value is 20%.

Do not leave the backlash speed value at zero. The M31 will not function with a speed of zero.
All of the axes are now calibrated, but MachPro does not know where the limits of travel are on each axis. That will be configured next. Until that setup is completed, be very careful if you are moving axes.
3 Inputs and Homing Setup (J1 & J3)
You will first need to wire the inputs and outputs to the M31. Then you will map the appropriate software signals to those hardware connections.
|
Inputs |
16 (PNP Sourcing) |
|
Voltage |
16-24VDC |
|
Input Current Range |
3 - 6mA |
|
Isolated |
Yes |
Wiring Inputs
The M31 motion controller has 16 PNP inputs that can be used for the limit and home switches, probes, and other sensors.
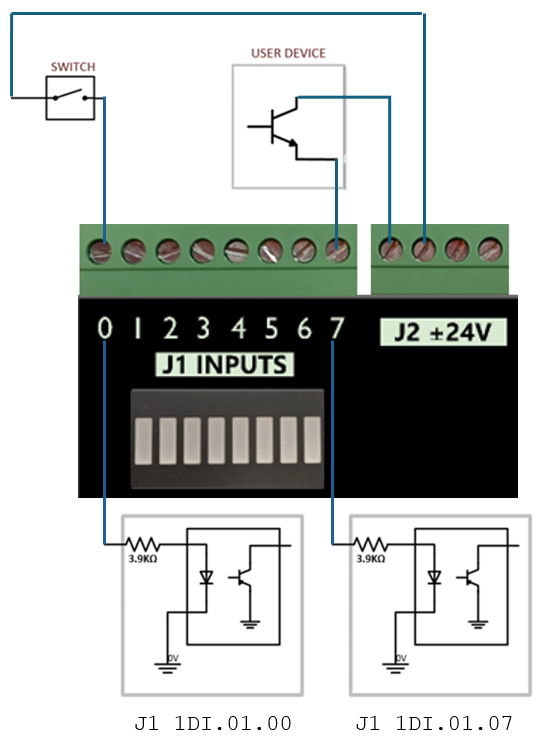
Note: For the highest level of safety, wire the limit switches Normally Closed. If a limit is tripped, or a wire or limit is damaged, the system will stop motion.
To wire 24V limit switches, follow the steps outlined below.
-
- Select, or install, two limit switches at the end of each axis' hard limits.
- Wire the two switches in series, normally closed. If either limit is tripped, the circuit will open and motion will stop.
- I/O ports are limited, and wiring the limits for a given axis in series conserves those limited ports while maintaining function.
-
Note that safety circuits often require each limit to have its own input.
- Wire one side of the first switch to +24V from the M31 motion controller.
- Wire the other side of the limit switch into an input on the M31. Label the wires and document the I/O.
Wire a home switch on each axis to a separate input.
Tip for success: Once you understand how to wire and map inputs and outputs, complete the charts in the appendix at the end of this document.
Mapping Signals
Short example
-
Motor 0: Home, ++, and -- are enabled (green check).
-
All limits are wired normally closed.
-
We use M31 1DI.01.09 for both ++ and --.
-
We use M31 1DI.01.08 for the Home switch. Using a separate input for Home is more reliable.

Manually trigger each limit switch and make sure they disable Mach before continuing. This verifies both the wiring and signal mapping.
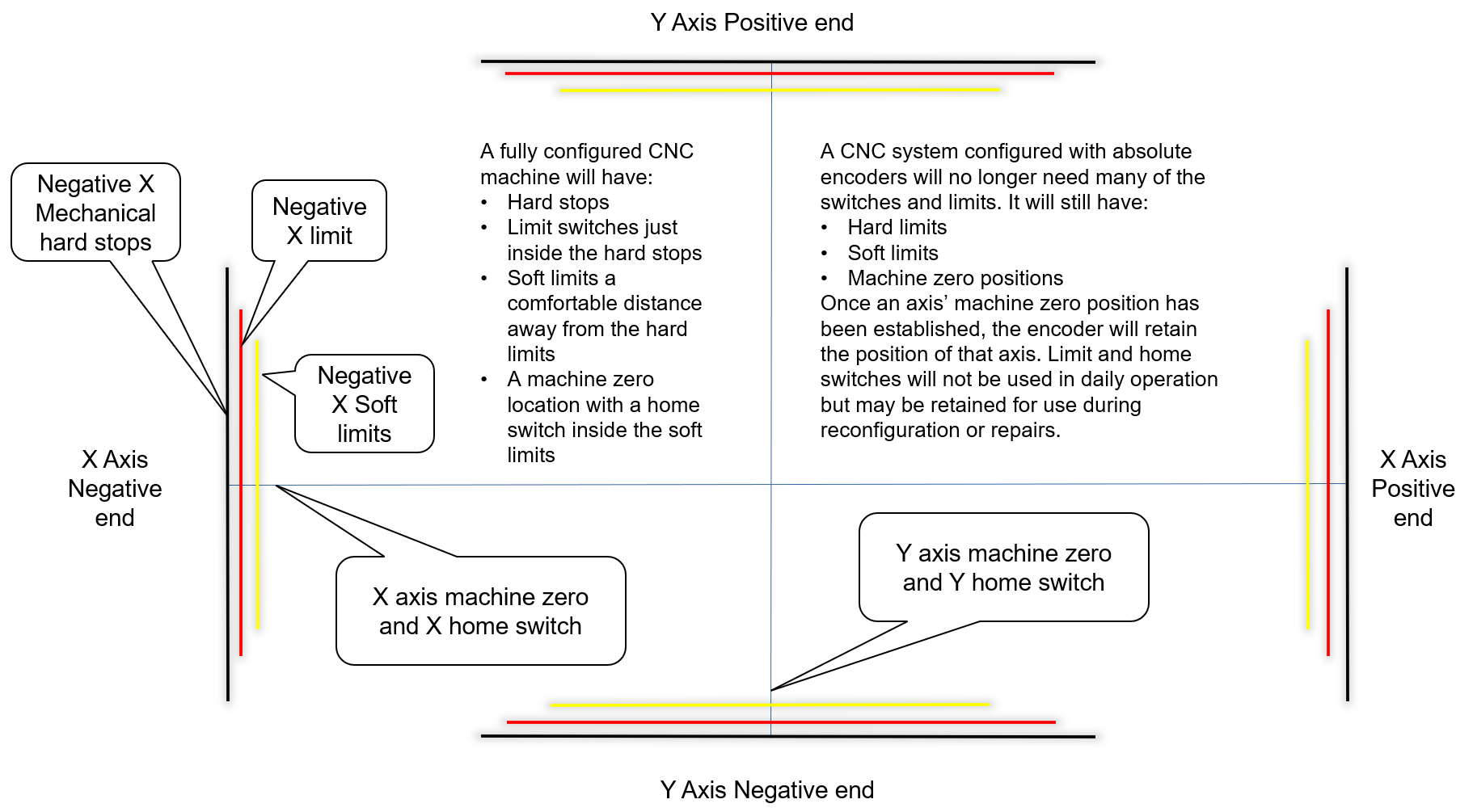
Machine Zero Setup
This is also known as the Reference Position, Machine Home, G28 position, Home Switch Position, and Machine Coordinates (0,0,0). This is the position from which the system will measure all movement. You will normally work with fixture, or part, zero. See the operator manual for your machine type.
Danger: If limit switches are wrong or an axis moves the wrong direction, the machine can crash.
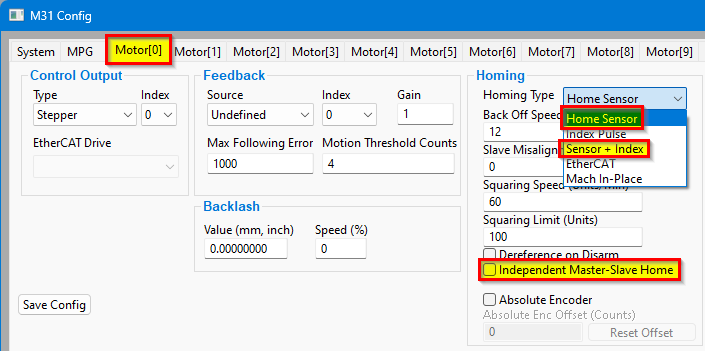
Pull down Configure -> Plugins -> M31 and select the Motor[0] tab

The Homing Type is set in the Homing section. There are five options:
- Home Sensor: This is the simplest to understand, troubleshoot; and it is very reliable.
- Index Pulse: This is set to a particular pulse on the motor rotation. It is the most accurate method, but if anything ever changes in the motor or the mechanics of the machine, this will need to be reset.
- Sensor + Index: This first touches the home switch, then backs off to a particular index pulse. It is easier to setup, but has the same vulnerability to motor and mechanical changes as an index pulse alone.
- EtherCAT: This is used with Absolute Encoders and the exact offset count is used as the home location.
- Mach In-Place: This will define home to be the current location of the axis. This is commonly used on knee mills that have absolute encoders.
Select the type of homing that your machine will use for each motor, then press Apply and OK to close the window.
Open the settings: From the menu bar click Configure → Control. Then click the Homing/SoftLimits tab.

Columns
- Home Dir: Pick the direction the axis will move to find home positive or negative.
- Home Order: Set the order of homing using numbers (1 = first, 2 = second, etc.).
- Tip: Z is often set to 1 so it moves up first and stays out of the way.
- Home Offset: the machine coordinate value MachPro will assign to the axis when homing finishes
- Home Speed%: Set how fast the axis homes by choosing a percent.
- 20% is the usual maximum for best results.
- Slower speeds help stop over-travel.
- You can jog (move) the axis quickly close to the home position before homing to save time.
- Home In Place: Set this based on your hardware in the motion controller config. This is used with absolute encoder systems. The M31 homing value will need to be set to Mach In-Place. If you are not using this method, then deselect it for each axis.
- Soft Enable: Deselect this if you will not be using soft limits on this axis
- Soft Min: The most negative value you want the machine to move on this axis. Soft Limits will be set in the next section.
- Soft Max: The most positive value you want the machine to move on this axis
- Ref On Startup: Used on machines that use G90 and G92 heavily
Save: Press OK to save your changes.
Test Homing
- Click the Service tab at the bottom of the screen, then the Maintenance tab at the top left of the screen
- You will be working in the upper center portion of the screen
-
Test: Home each axis one by one to check the settings. Then press Home All to verify everything works.
Homing Slave Axis
There are 2 configuration options:
1. Homing with the home switch only on the Master
|
Open Configure → Control → Axis Mapping.
|
|
|
Open Configure → Control → Input Signals.
|
|
|
Open Configure → Plugins → M31. The configuration for the master and slave motors are the same.
|
|


2. Homing with both Master and Slave having their own home sensors
|
Open Configure → Control → Axis Mapping.
|
|
|
Open Configure → Control → Input Signals.
|
|
|
Open Configure → Plugins → M31. The configuration for the master and slave motors are the same.
|
|

Set Slave Misalignment value if needed to "square" the gantry
https://support.machmotion.com/books/knowledge-base/page/aligning-slave-axis-gantry---mach4
Close MachPro, power cycle the enclosure, and restart MachPro. This ensures that all M31 and software changes are fully enabled.
Troubleshooting
-
What it means: The home switch used for the master may actually be wired to the slave (they are swapped).
-
What happens: When you touch off switches and home, one side keeps moving and drags the other side. This is a sign the switch assignments are swapped.
-
How to check:
-
Touch each home switch by hand (one side at a time).
-
Home the machine and watch each side while you touch the switches.
-
If one side still travels and pulls the other side, the switch mapping is likely wrong.
-
-
What to check in software: Look at Input Signals and Axis Mapping to make sure each switch is assigned to the correct axis.
-
Safety: Keep your hand on E-Stop the first time you test after changes.
Soft Limits Setup
With machine homed correctly and soft limits set, the machine will not hit a physical limit switch. If at any time a command is made for the machine to move outside of the soft limits (while they are enabled), an error will appear in the status line and motion will stop. To set up the soft limits, follow the procedure outlined below.
- Home the machine.
- Select to view Machine Coordinates on the Locked screen view so that the DRO’s are orange.
-
- Jog the machine to the maximum safe distance from the homing switches.
- Note: Make sure to stay inside the physical limit switches. If the machine is jogged outside of the limit switches, it completely defeats the purpose of soft limits.
- Record the machine coordinates at the end of the travel for each axis.
- Jog the machine to the maximum safe distance beyond the homing switches, and record the machine coordinates for each axis.
- Open the menu bar and click Configure->Control and select the Homing/SoftLimits tab as previously shown.
- Enable soft limits on each desired axis by setting the Soft Enable column to a green check mark, and enter in the recorded values.
- For each axis, enter the largest, most positive value in the Soft Max field, and the smallest, most negative value in the Soft Min field.
- Press [ OK ] to save changes. Test the soft limits by jogging the axes to maximum amounts in all directions.

Note: When loading a G-code file, the tool path display will show the soft limits as dashed lines. If any part of the tool path renders outside the soft limits, check your file.
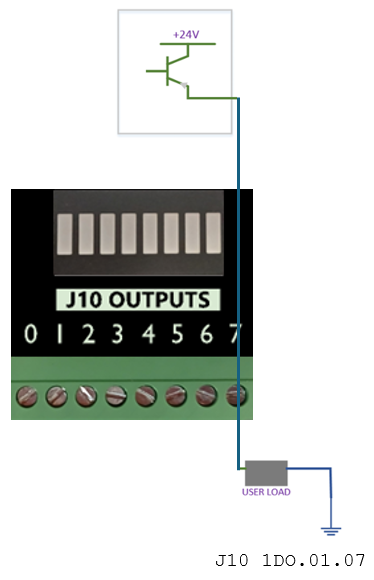
4 Output Setup (J10)
Wiring Outputs
The M31 has 8 logic outputs that can be used for any low current application.
|
Digital Outputs |
8 (PNP Sourcing) |
|
Voltage |
16 - 24VDC |
|
Max Current |
250mA |
|
Pulse Wave Modulation (PWM) |
Not available on this release |
Mapping Signals to Outputs
To configure an output, follow the procedure below.

Using Outputs
Outputs 0-5 can be controlled with M-Codes. One M-Code turns an output on, and the other M-Code turns the output off. Use the table below for a reference.
|
Custom M-Codes |
Functions |
|
Output #0 on |
|
|
M201 |
Output #0 off |
|
M202 |
Output #1 on |
|
M203 |
Output #1 off |
|
M204 |
Output #2 on |
|
M205 |
Output #2 off |
|
M206 |
Output #3 on |
|
M207 |
Output #3 off |
|
M208 |
Output #4 on |
|
M209 |
Output #4 off |
|
M210 |
Output #5 on |
|
M211 |
Output #5 off |
|
This pattern continues through M219 and M220 for Output #9 |
|
Also see M220 - M222 for extended output control
Mist and Flood Control
| Feature | ON M-Code | OFF M-Code | |
| Mist | M7 | M9 |
|
| Flood | M8 |


5 Spindle Setup (J5)
Configure the VFD for the spindle motor
A VFD (Variable Frequency Drive) controls the speed of the spindle motor.
Set the VFD to match the motor’s electrical ratings:
-
Rated voltage
-
Rated current
-
Rated speed (RPM range)
You must use the values from:
-
The VFD manual
-
The spindle motor manual
Do not guess these values.
Spindle control options on the M31
The M31 controller can send the following signals to the VFD:
-
Forward rotation signal
-
Reverse rotation signal
-
0–10 V analog speed signal
If your VFD supports EtherCAT (Ethernet for Control Automation Technology):
-
The M31 can control the VFD over EtherCAT.
-
EtherCAT gives more control and access to advanced VFD functions.
Check your VFD manual to confirm EtherCAT support.
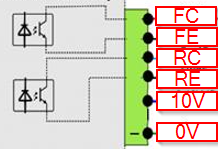
Using 0-10VDC to control the speed, and sinking outputs to control the rotation direction of the spindle
|
M31 Spindle features |
|
|
Opto-Isolator Outputs |
Forward and Reverse Open Drain / Open Collector outputs |
|
Analog Speed Signal |
0-10VDC |
|
Encoder Feedback |
Yes |
M31 to VFD Direction Control – Field Wiring Guide
This section explains how to wire the M31 motion controller to a VFD (Variable Frequency Drive) for Forward and Reverse control.
The language here uses standard sinking and sourcing terms used by field technicians.
Key facts about the M31 outputs
-
The M31 always uses sinking outputs.
-
The Forward and Reverse outputs are optocoupled.
-
Each output has an NPN sinking optocoupler to 0 V COM.
-
When an output turns ON, it connects the VFD input to 0 V COM and sinks current.
-
When an output turns OFF, the circuit is open and no current flows.
Sinking vs sourcing – basic idea
-
A sourcing device provides +24 VDC to the circuit.
-
A sinking device connects the circuit to 0 V COM to let current flow.
-
The M31 is a sinking device.
-
The VFD digital inputs usually act as sourcing inputs when configured for sinking-mode wiring.
What the VFD actually senses
-
The VFD digital inputs sense current, not the 24 VDC level.
-
The 24 VDC from the VFD is only a power source for the input circuit.
-
The VFD decides ON or OFF by checking whether current flows into the digital input.
-
If current flows, the input is active (Forward or Reverse commanded).
-
If no current flows, the input is inactive (no command).
How VFD digital inputs should be configured
Most VFDs allow different wiring modes for digital inputs.
For use with the M31:
-
Configure the VFD digital inputs for sinking-type wiring.
-
In manuals, look for terms like:
-
“Sink input”
-
“NPN input”
-
“Sinking (NPN) logic”
-
“0 V common for digital inputs”
-
“Digital inputs referenced to 0 V”
-
Avoid modes described as:
-
“Source input”
-
“PNP input”
-
“24 V common for digital inputs” (where inputs switch to +24 V)
These modes are intended for sourcing outputs, not the M31.
Role of the VFD’s 24 VDC control supply
-
The VFD normally provides a 24 VDC control supply terminal.
-
The VFD routes this 24 VDC to each digital input circuit.
-
The 24 VDC exists only to allow current to flow through the input and the M31 output.
-
The VFD’s decision is based on current presence, not on “seeing 24 VDC”.
Forward and Reverse OFF (no command)
When both M31 Forward and M31 Reverse outputs are OFF:
-
Both optocoupled outputs are open circuits.
-
No current flows from the VFD’s 24 VDC supply through the Forward input.
-
No current flows through the Reverse input.
-
The VFD reads:
-
Forward input = OFF
-
Reverse input = OFF
-
-
The VFD sees no direction command.
Forward ON – sinking current
When the M31 Forward output turns ON:
-
The VFD supplies 24 VDC to the Forward digital input circuit.
-
The VFD Forward digital input connects to the M31’s Forward Collector (FC).
-
The M31 closes the path between collector and emitter in the Forward output.
-
The emitter connects to 0 V COM.
-
Current flows:
VFD 24 VDC → M31 Forward Collector (FC)→ M31 Forward emitter (FE) → 0 V COM -
The M31 is sinking this current.
-
The VFD senses this current flow and interprets it as Forward = ON.
Reverse ON – sinking current
When the M31 Reverse output turns ON:
-
The VFD supplies 24 VDC to the Reverse digital input circuit.
-
The VFD Reverse digital input connects to the M31’s Reverse collector (RC).
-
The M31 closes the path between collector and emitter in the Reverse output.
-
The emitter connects to 0 V COM.
-
Current flows:
VFD 24 VDC → M31 Reverse Collecter (RC)→ M31 Reverse emitter (RE) → 0 V COM -
The M31 is sinking this current.
-
The VFD senses this current flow and interprets it as Reverse = ON.
Wiring checklist for field technicians
When wiring a VFD to the M31:
-
Find in the VFD manual:
-
24 VDC control supply terminal.
-
0 V COM (or “DC-”, “CM”, “COM”) terminal.
-
Digital input terminals for Forward / Run and Reverse.
-
Digital input mode settings related to sink / source / NPN / PNP.
-
-
Configure the VFD digital inputs for:
-
Sink / NPN / sinking logic mode.
-
Inputs referenced to 0 V COM.
-
-
Wire the control supply and commons:
-
Connect VFD 0 V COM to M31 FE and RE.
-
Use the VFD’s 24 VDC as the field control supply for its inputs.
-
-
Wire the direction signals:
-
Connect the VFD Forward input to the M31 Forward collector (FC) terminal.
-
Connect the VFD Reverse input to the M31 Reverse collector (RC) terminal.
-
-
Verify operation:
-
Command Forward from the M31 and confirm the VFD sees Forward ON.
-
Command Reverse from the M31 and confirm the VFD sees Reverse ON.
-
Summary
-
The M31 always uses sinking outputs for Forward and Reverse.
-
The VFD senses current, not 24 VDC level.
-
Set VFD digital inputs to sink / NPN / sinking logic mode.
-
The VFD sources 24 VDC, and the M31 sinks current to 0 V COM to signal direction.

For 0-10VDC speed control, look for Analog Inputs (AI) and 0VDC connections on the VFD.
| Analog Inputs: AI1, V1, AVI | 0 volt: AC, 0V, ACM, GND |
For direction control look for, or configure the Forward and Reverse digital control inputs on the VFD. This will also need a 0VDC connection.
| Digital Inputs: S1, FWD, S2, REV, | 0 volt: SN, SC, DCM |
This is an example connecting the M31 to a Yaskawa GA500 VFD. Please refer to the documentation for your VFD.
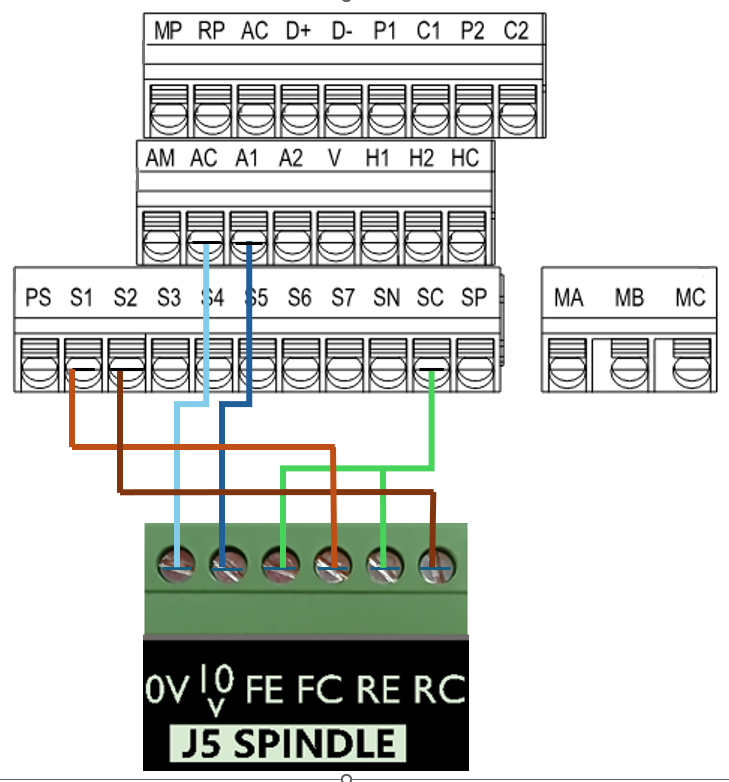
| M31 Motion Control | Yaskawa GA500 VFD |
| 0-10VDC speed control | A1 |
| 0VDC | AC |
| Forward Collector (sinking) | S1 (forward by default) |
| Reverse Collector (sinking) | S2 (reverse by default) |
| Forward Emitter | SC (common) |
| Reverse Emitter | SC (common) |
Here is a diagram showing the electronic circuit of the M31 on the Emitter and Collector signals:
Analog Spindle Voltage Adjustment
On the Systems tab of the M31 plugin, the spindle voltage can be adjusted by changing the percentage (10-200%). Most systems will not require this value to be changed. However, if the voltage is not close enough, the percentage adjustment can be calculated with the following formula:
Analog Spindle Scale % = Commanded Voltage/Actual Voltage * 100
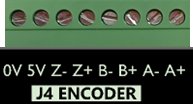
Encoder Feedback (J4)
|
Quadrature Encoder Channel |
1 |
|
Connection |
Terminal Blocks, 5V Differential |
|
Max Frequency |
1.6 MHz |
Please refer to the documentation for your VFD and spindle motor for spindle encoder connections.
EtherCat M31 Spindle Configuration
To access this configuration pull down Configuration | Plugins -> M31.

The feedback index will be the same as the motor number - in this case 3.
Set the Max Following Error very high as this is not meaningful for a spindle
Turning on the Spindle
In addition to the screen controls the spindle can also be controlled using M-codes. Use the table below as a reference.
|
M-Code |
Function |
|
M3 |
Clockwise |
|
M4 |
Counter/Clockwise |
|
M5 |
Stop |
Spindle Calibration
These instructions apply to all VFDs where the spindle is controlled through the MachPro Control Spindle tab
Why calibrate your spindle?
Does your CNC control need it? Mills and Lathes need to be calibrated while routers typically do not. The spindle speed needs to be accurate enough to meet your tooling specifications.
- The rated speeds and feeds for your tools and materials should perform as expected.
- You should have comparable performance across all your machines when running the same spindle speed.
- Accurate spindle calibration enables you to make cleaner and more accurate cuts – improving the quality of your final product.
- Scheduled preventative maintenance should include verification of the accuracy of the system, including the spindle speeds.
This documentation focuses on knee mills as a common example and is adaptable to other machines.
Prerequisites
- Your spindle needs to be configured according to your motion controller's capabilities for spindles.
- The axes need to be calibrated
- Machine zero and soft limits need to configured
- The I/O, particularly limits, need to be connected and working
Definitions
Machines often have both gears and speed controls.
The control needs to know which physical gear is engaged to control the spindle motor for the correct speed. If you use multiple gears on your machine, there will be gear change buttons on the screen, and you can also
The speed control is a set of variable diameter pulleys that provide a variable speed within each gear. We often set this to the maximum RPM. Then we use the VFD to provide the full speed range within each gear.
Set MaxRPM values for each gear
If you do not have a tachometer
Pull down Configure | Control | Spindle tab
If your machine only has one range (no pulleys or gears), then enter the minimum and maximum RPM for the spindle in the Range 1 row.
If you have multiple gears, enter the rated maximum RPM for each gear into the MaxRPM column for each gear.

If you have a tachometer
Use the steps below to set the MaxRPM:
- Set the spindle override knob on the operator control panel to 100%
- Temporarily set all MaxRPM values to twice the labeled RPM on the speed control. This is not to destroy your machine. For calibration purposes this forces the VFD to the maximum hertz output - therefore the maximum tool RPM. We use that to calibrate accurate tool RPM for normal production.
- Verify that the VFD is sending the maximum Hz to the spindle (see next section)
- Run your machine in each gear range with the temporary MaxRPM values you used above. Verify that the VFD is putting out maximum Hz. Record the actual MaxRPM values from the tachometer for each gear range.
- Enter the actual MaxRPM values that the tachometer reported in the spindle tab.

If it is not safe to run this spindle at its maximum RPM, please contact MachLabs for assistance with calibration.
Verify that the VFD is sending maximum speed commands to the spindle
You need to know that the VFD is telling the spindle motor to run at full speed. Assuming the motor is configured to run at 60 Hz, then if the VFD is sending 60 Hz, the motor is running at full speed. You just entered the MaxRPM values into the spindle config. Set your machine for one of the gears and run the spindle at the MaxRPM. You can check the VFD output two ways, and both are equally accurate:
|
|
|
|
With the enclosure door open, check the LED on the VFD. This VFD is running at P44.59% of 60 Hz = 26.754 Hz. The "P" prefix on the number indicates the number is a percentage.
|
Open a web browser and enter this IP address in the search bar 192.168.208.90. It will open a welcome page for the VFD with two buttons at the bottom. Click the Monitor button and look for the Output Frequency line. This is the same machine running at the same time, and it also reports 44.59% = 26.754 Hz. |


Adjust feedback ratios for TSpeed
The formula is MaxRPM / Maximum Motor RPM = feedback ratio
Pull down Configure | Control | Spindle tab

Check the ID plate on the spindle motor for RPM values. In this image we are running at 60 hertz; so we use the second value: 1735

MaxRPM from tachometer / Maximum Motor RPM = feedback ratio
4485 / 1735 = 2.5850144092219020172910662824207
You can paste the the full value into the spindle FeedBack Ratio field for this range, or just 2.58501
Note: the feedback ratio only adjusts the value in the TSpeed field. It does not have any effect on the actual RPM of the spindle. If the spindle speed reported by a tach does not match commanded speed, then go here: Set MaxRPM values for each gear
Operating the spindle
Use M-Codes to operate your spindle during production: M3, M4, and M5 (relevant portion of the G-Code and M-Code Reference)
You can manually control the spindle with the buttons on your operator panel.
Changing Gears
The gear ranges can be changed from the control by using M40-M45 in your G-Code file. These macros can be used to just change ranges or they can be used to automatically change gears on the machine if it has an automatic gear changer. To shift the machine range 0, run M40. M41 is range 1, M42 is range 2, and so on. You will be prompted to change the gear manually. M40 P# can also be used where # is the gear range to use.
Special situations
Overspeed a spindle motor
If you want to command your spindle motor or grinding wheel to go faster than the base frequency, command the spindle to go max RPM and use a tachometer to measure the speed. Then use the following formula to calculate your new Max Output Frequency (Hb105):
Desired Max RPM * Current Max Frequency / Current Max RPM = New Max Frequency
For example, if your Current Max Frequency is 60 and you measure the spindle runs 1030 RPM but you actually want it to go 1515 RPM, calculate your new Max Frequency as follows:
1515 * 60 / 1030=88 Hz.
Make sure to recalibrate your RPM feedback and your spindle speed as shown below.
Set a spindle to always run at maximum RPM
In some cases, a machine was originally configured to run the spindle motor at full speed, and the gears and speed controls are used to bring the RPM down to the required value. A motor running this way will always generate its maximum torque, which is very helpful when using large tools.
Pull down Configure | Control | Spindle tab

Set your MinRPM and MaxRPM for each gear to the same value.
Set your Max Spindle Motor RPM to the rated value listed on the spindle motor plate.
Leave the FeedBack Ratio values alone as they are no longer meaningful.
The spindle section of you screen can now be ignored. You will adjust your spindle speed entirely through the gears and speed control.

The rest of the spindle configuration above is not needed when it is configured to run maximum RPM.
Auxiliary Spindle MaxRPM
If your VFD is enabled as an Auxiliary spindle (under MachPro settings), set the Auxiliary Control Max RPM to the max RPM of the tool or table. Use this value both in the VFD configuration, and in the sub spindle configuration. Also see this section on sub spindle configuration

6 Advanced Options and Information
MachPro Settings
A number of advanced features can be configured in the Mach Settings such as periodic oiler control. Begin by going to Configure->Control and got to the Settings tab. Settings contains custom options for the control, including dialogue options, lube system, tool measurement/offsets, and tool changer options.
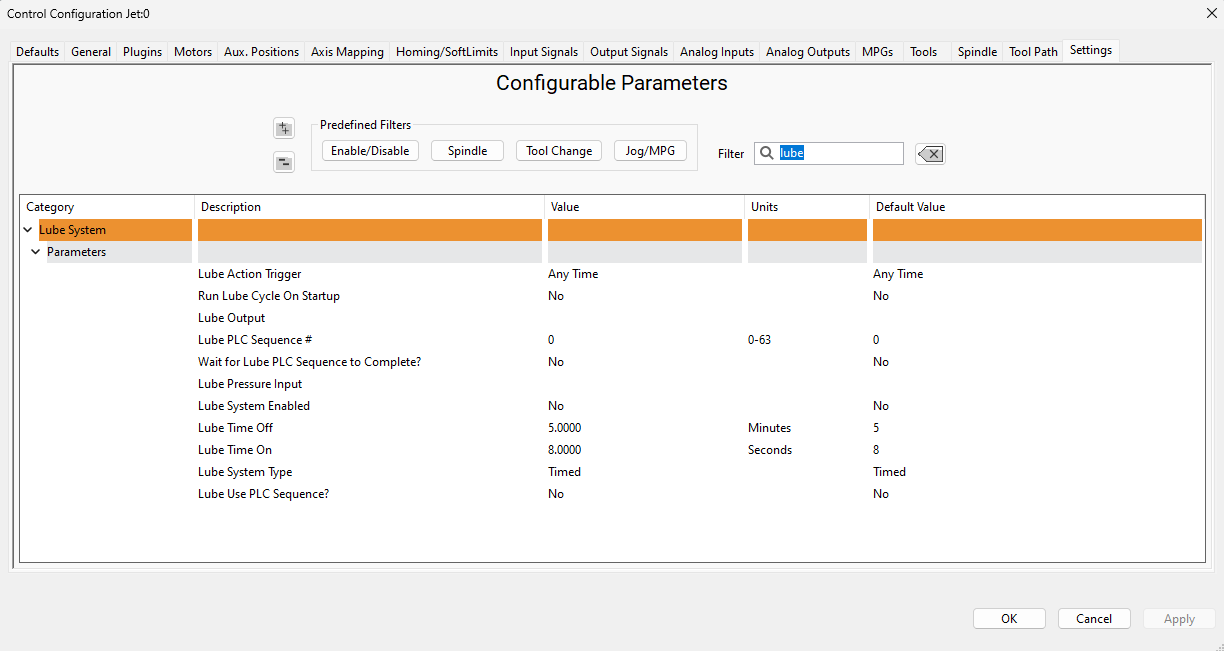
Lube System Setup
The system may require an oiler. Enable the lube system, choose an action trigger, set the lube output, set the time run time of the oiler, and the time between cycles. In the example below the lube output will turn on at 5 minute intervals for 8 seconds when it is enabled. In this system it is not enabled.
Tool Setter Configuration
Open the Calibrate Tool Setters window. Found on the Tools tab.

Creating a Manual Tool Setter
Mapping the input to a software signal
Pull down Configure -> Control and select the Input Signals tab.
Some signals are pre-configured when MachPro is installed.
Tool Setter Limit (Over Travel) maybe be mapped to Input #6
Tool Setter Input may be mapped to Probe1.
|
|
|
|



GoTo Position
-
If the tool setter is permanently mounted, then define a GoTo Position so the spindle can safely move to the tool setter before touch-off.
-
This ensures a consistent and safe approach, reducing the risk of collisions.
1. Add or Edit a tool setter
-
In the Tool Setter tab, click Add New to create a new tool setter.
-
Enter a unique name for the tool setter.
-
Select the new tool setter from the list to display its settings on the right side.
2. Setter Type
-
Under Setter Type, select Manual.
3. Tool Setter Height
- This is used with randomly placed tool setters to determine the Z fixture offset. If you have a fixed position tool setter, leave this value at 0.0
-
Measure the physical height of the tool setter.
-
Enter the measured value in the Tool Setter Height field.
4. Z Position
-
For a fixed positionsetter:
-
Use the Z Position Wizard to determine the machine coordinate for the top surface of the setter.
-
Once set correctly, this value should not be changed.
-
-
If the setter is mounted outside the soft limits, enable Disable Softlimits.
- Once the Z position and height are calibrated, the system will automatically use these values for all tool length offset calculations.
Randomly placed tool setter
-
Set Initial Parameters
-
Set the Z Position to 0.0.
-
Leave all GoTo fields blank.
-
This indicates that the setter position may change between uses.
-
-
Prepare the Spindle
-
Remove all tools from the spindle.
-
If the spindle uses tool holders or collets, insert an empty holder while setting the Z position.
-
-
Position the Tool Setter
-
Place the manual tool setter or gauge blocks on the table at the desired location.
-
-
Set the Z Position
-
Carefully jog the spindle down until the tool tip touches the surface of the setter.
-
Click Set Position.
-
This records the Z position using the current spindle location and the entered Tool Setter Height value.
-
-
Measure Tools
-
Insert each tool required for the job.
-
Perform a tool measurement cycle for each tool to record its length offset.
-

Creating an Auto Tool Setter
Click on the Tools tab at the bottom of the MachPro screen, then on the Tool Setters button in the middle of the left side of the screen.
|
|
|
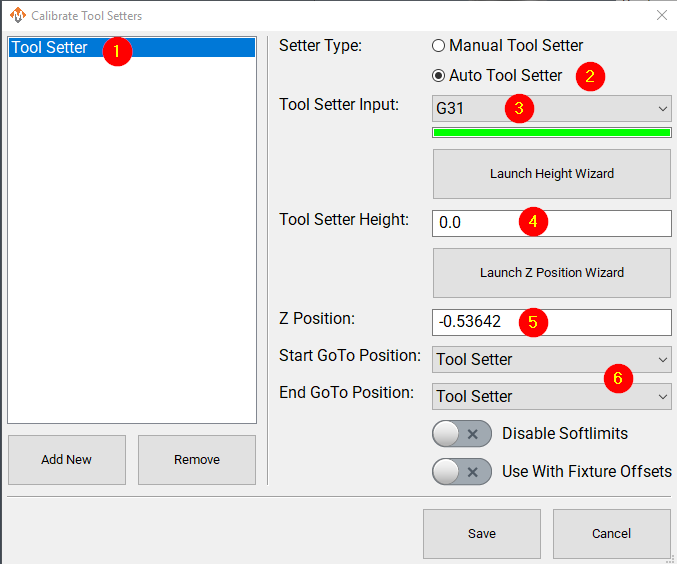

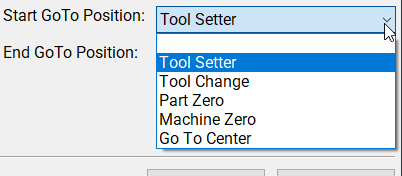
- Define GoTo Positions for the tool setter.
-
-
Selecting a GoTo position allows the spindle to move automatically to the setter before touching off.
-
This is recommended for permanently mounted setters.
-
If the setter is located outside the soft limits, enable Disable Softlimits.
-
-
-
Click Add New to create a new tool setter.
-
Enter an appropriate name for the tool setter.
-
-
Set the Setter Type to Auto.
-
Select the Probe Input that the tool setter is wired to. The 4 input signals available are:
- Probe (G31)
- Probe1 (G31.1)
- Probe2 (G31.2)
- Probe3 (G31.3)
-
If the correct input probe signal has been selected, then indicator bar below the input selector will turn green when the tool setter is triggered. Manually trigger the setter (or have a helper do so) to confirm the correct input is selected.
-
If the tool setter height is known, enter the value in the Tool Setter Height field.
-
If the height is unknown, click Launch Height Wizard and follow the on-screen instructions to measure it.
-
The tool setter must be wired to the control for this process.
-
-
Set the Z Position to the machine coordinate of the surface where the tool setter rests.
-
If the position is unknown, use the Z Position Wizard to determine it.
-
For a randomly placed setter, set the Z Position to 0.0. This value will be defined each time before measuring tools.
-
See also: Using a Randomly Placed Tool Setter.
-
-
For randomly placed setters, leave all GoTo Position fields blank.
-
Manually jog the spindle to the setter or place the setter beneath the spindle as needed.
-
The machine will not perform automatic jogging during this process.
-
Align Tool Edge to Center of Tool Setter
This feature positions the edge of the tool precisely at the center of the tool setter, ensuring accurate alignment and consistent measurement results.
Pull down Configure -> Control and select the Settings Tab. Scroll down to the Measurements and Offsets section.

-
Set Tool Setter Align Tool Edge To Setter to Yes.
-
Configure the Tool Setter Align Tool Edge Offset parameter.
-
Choose between Tool Radius or Tool Setter Offset as the source for the offset used to align the tool edge to the center of the setter.
-
-
Select whether to Align (X or Y) Axis to Setter to define which way the tool moves when aligning the edge to the center of the setter.
- Close the Settings menu
- If you selected Tool Setter Offset, then open the Tool Table and click the Edit option
- Select the User Fields tab
- Select the Tool Setter Offset field, and use the movement buttons to place the field where you want within the User Fields
- Close the Tool Table Editor
- Select View and select User Fields
|
|
|


Additional Settings
The measuring and offsets settings in MachPro Control may provide helpful access to these settings. Pull down Configure -> Control and select the Settings Tab and scroll down to the Measuring and Offsets portion.

7 Next Steps
There are Machine Type Setup and Operation manuals for the different machine types, and there is also an Advanced Configuration Manual for features like modifying the tool table or using the GCAdapter.
8 Appendices
Signals and ports used
| Signal | M31 Junction | Input Name | Use |
J1 |
1DI.01.00 |
||
J1 |
1DI.01.01 |
||
J1 |
1DI.01.02 |
||
J1 |
1DI.01.03 |
||
J1 |
1DI.01.04 |
||
J1 |
1DI.01.05 |
||
J1 |
1DI.01.06 |
||
J1 |
1DI.01.07 |
||
J3 |
1DI.01.08 |
||
J3 |
1DI.01.09 |
||
J3 |
1DI.01.10 |
||
J3 |
1DI.01.11 |
||
J3 |
1DI.01.12 |
||
J3 |
1DI.01.13 |
||
J3 |
1DI.01.14 |
||
J3 |
1DI.01.15 |
||
J3 |
1DI.01.16 |
| Signal | M31 Junction | Output Name | Use |
J10 |
1DO.01.00 |
||
J10 |
1DO.01.01 |
||
J10 |
1DO.01.02 |
||
J10 |
1DO.01.03 |
||
J10 |
1DO.01.04 |
||
J10 |
1DO.01.05 |
||
J10 |
1DO.01.06 |
||
J10 |
1DO.01.07 |
9 Troubleshooting
Step and Direction
You are not seeing motion on one, or all axes
- Slow down your speed to see if it moves at slow speed.
- Reduce your steps per unit and jog slowly.
EtherCAT
- The EtherCAT cables must be shielded
- Very carefully check the In/Out cabling sequence through the entire EtherCAT chain. If one or more of the devices is backwards, the EtherCAT network will power up, but will not enable.
- All of the drives need to be programmed, and all alarms cleared. With some drives, you can clear the alarm from the face of the drive, but not clear the alarm state internally. Close the MachPro software and power cycle the enclosure. Then restart the MachPro software.
- Drives connected to the M31 Motion Controller must be configured for 17 bit or less. If they are configured for more than 17 bit, the system may still have motion, but it will be very sluggish.
- If you see a Not Supported status next to a device in the EtherCAT tab of the M31 Config window, contact support.


Network
Are the M31 motion controller and computer connected and communicating?
- Ensure that the Motion port on the computer is connected to the Mach J20 port on the M31.
- From the MachPro software, pull down Diagnostic -> M31
- The value in the GCode Message Cntr should be actively changing

- If it is a static value or 0:
- Close MachPro and power cycle your enclosure, then restart MachPro
- Research and resolve all alerts and warnings that come up during that process.
- Verify your network settings. If you need to make network changes, close MachPro and power cycle the enclosure.

10 Explanation
EtherCAT State Machine
- Init (Initialization)
- This is the initial state after power-on. No mailbox or process data communication is possible. The master initializes the slave's address and communication settings. The EtherCAT master is answering the question: "What kind of device are you?" for each device in the chain.
- Pre-Operational (Pre-Op)
- Mailbox communication is enabled, allowing the master to configure SDOs (Service Data Objects), PDO (Process Data Object) mapping, and other parameters. Process data communication is not yet active. The EtherCAT master is answering the question: "How are you configured?" for each device in the chain.
- Safe-Operational (Safe-Op)
- The master and slave check the configuration. Mailbox and process data communication are active, but the slave only sends input data; outputs are held in a safe state (e.g., switched off). If there are any device alarms, EtherCAT will not move past this state.
- Operational (Op)
- The slave is fully functional. Both mailbox and process data communication are active, and the master sends output data, which the slave applies.
| http://www.mach-labs.com | MachLabs Documentation | support@mach-labs.com |
The MachLabs Team
14518 County Road 7240, Newburg, MO 65550
support@mach-labs.com