G73 / G83 Peck Drilling Reposition Location - Mach4
Symptoms
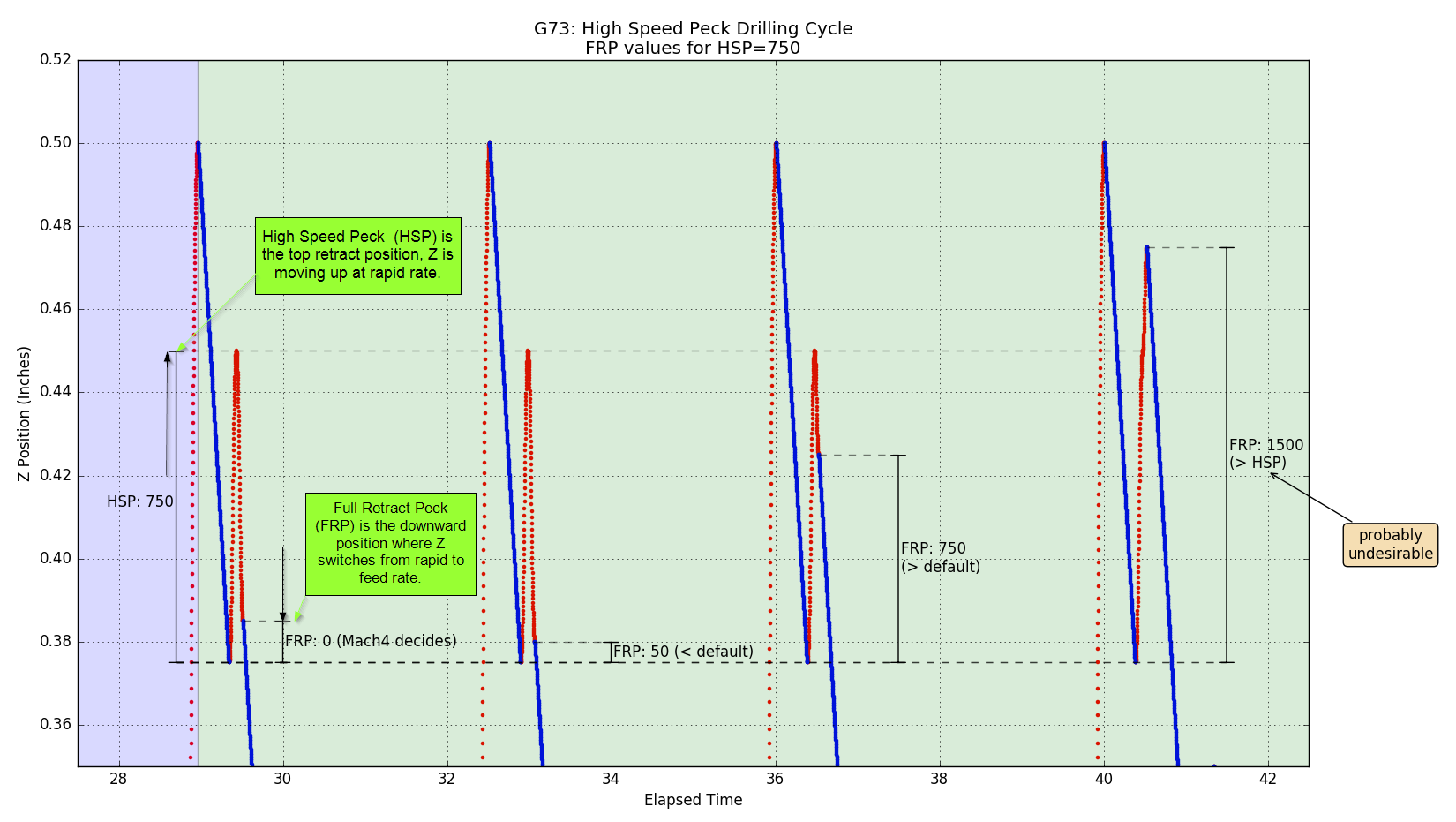
- The Z axis does not retract far enough and either the tool runs into the work piece, or the chip does not sufficiently clear from the drill flutes. Increase HSP.
- Z retracts too far and the cycle time is unnecessarily long. Reduce HSP
- When feeding in, the Z axis switches from rapid rate to feed rate too soon, and increases the cycle time unnecessarily. Reduce FRP.
- The default system values for both HSP and FRP are 0.0000. High-speed peck drilling (G73) will not run properly with those values at 0.0000. Normal peck drilling (G83) will only use FRP, and it supplies a default internal value which can be changed with the FRP 5115 value.
Solution
Mach4 has two machine parameters that affect the reposition behavior with regards to peck drilling.
In versions of Mach 4 older than 4.2.0.3779 (prior to 2018-05-04) these were pound variables. Those values can be changed in G-Code like this:
#5114=500
#5115=275
In versions after 4.2.0.3779 (2018-05-04) these parameters have been moved to the Mach Parameters.
Neither pound variables or
G10 L50
N5115 R100 (0.01")
G11
will work in versions after 4.2.0.3779 (2018-05-04)
You can set these values in the MachMotion plugin or on the dashboard after adding the appropriate widget. Disable the control, then


You can also add these parameters to the dashboard and rename the labels. The dashboard parameter values can be changed by clicking in the value field and entering a new value.
 |
|

SV_HSP_CLEARANCE / #5114
High Speed Peck (HSP) drilling cycle (G73) rapid retract clearance.
(integer specifying .0001" or .001mm increments, depending on machine units)
This parameter defines how far the tool retracts away from the bottom of each peck. If the value is set too small, the tool will hit the work piece and break. If the value is set too large, the cycle times will be too long. Increase this value if the tool flutes are not clearing during the retract in a high speed peck drilling cycle.
The FRP is probably tunable to optimize cycle time. More rapids, less feeds = shorter cycle time.

G code Examples
Machine units are inches
G00 G90 G54 G17 G40 G49 G80 (Safe start line)
;;#5114=250 (0.0250") (Set high speed retract clearance)
M06 T01 (Tool change)
M03 S2500 (Start spindle)
G00 X1.0 Y-1.0 (Rapid to XY position)
G43 H1 Z0.5 (Activate tool offset 1 and move to Z initial point)
G73 G99 X1.0 Y-1.0 Z-1.0 Q0.1 R0.25 F10 (Peck drill cycle start)
X2.0 Y-1.0 (Drill second hole)
X3.0 Y-1.0 (Drill third hole)
G80 (Canned cycle cancel)
G53 G00 Z0 (Return Z to home)
M30 (Program end and rewind)
%Machine units are millimeters
G00 G90 G54 G17 G40 G49 G80 (Safe start line)
;;#5114=600 (0.60mm) (Set high speed retract clearance)
M06 T01 (Tool change)
M03 S2500 (Start spindle)
G00 X1.0 Y-1.0 (Rapid to XY position)
G43 H1 Z0.5 (Activate tool offset 1 and move to Z initial point)
G73 G99 X1.0 Y-1.0 Z-1.0 Q0.1 R0.25 F10 (Peck drill cycle start)
X2.0 Y-1.0 (Drill second hole)
X3.0 Y-1.0 (Drill third hole)
G80 (Canned cycle cancel)
G53 G00 Z0 (Return Z to home)
M30 (Program end and rewind)
%SV_FRP_CLEARANCE / #5115
Full Retract Peck drilling cycle (G73, G83) rapid clearance before feed starts.
(integer specifying .0001" or .001mm increments, depending on machine machine units)
This parameter is how far above the bottom of the (previous peck) to command a rapid movement to before starting feed rate moves descending for the next peck.
For the G83 Full Retract Peck Drilling cycle, the behavior is the same, except every rapid retract goes to the retract plane (R parameter). The HSP parameter does not affect G83 behavior.

G code Examples
Machine units are inches
G10 L50
N5115 R100 (0.01")
G11
G83 X0 Y0 Z-2 R.5 Q.5 F20G10 L50
N5115 R100 (0.01")
G11
G73 X0 Y0 Z-2 R.5 Q.5 F20Machine units are millimeters
G10 L50
N5115 R250 (0.25mm)
G11
G83 X0 Y0 Z-50.8 R12.7 Q12.7 F500 G10 L50
N5115 R100 (0.01")
G11
G73 X0 Y0 Z-50.8 R12.7 Q12.7 F500Keywords: 14513