MachPro Plasma Setup Manual
{{@2007#bkmrk--1}}
MachPro 26 CNC Software Roadmap

Configure Motion Controller
Please refer to your motion controller's documentation to:
- Establish the network connection to the MachPro computer
- Connect and configure drives
- Connect and configure I/O
- Calibrate the axes
- Establish machine zero
- Configure soft limits
MachPro needs to be integrated with your motion controller. If you have an M31 use the M31 Motion Control Setup Manual If you have a compatible motion controller, then use MachPro Compatible Motion Controller Configuration Settings
Languages
{{@2205}}
Default I/O Mappings
For both input and output signals: refer to the Mapping Signals section of the MachPro motion control configuration documentation for your motion controller. See the links in the table above. Manually trigger all inputs to verify they show correctly in the software, and manually trigger all outputs from the software to make sure that the device will operate properly.
A spreadsheet is attached (upper left corner of this window) with the default I/O signal mappings. You may print it for your use during the I/O configuration.
- Wiring reference and change notes
- Update descriptions in Input and Output signals configuration to match the way you have used the system previously
- Reference for future maintenance and updates to your system
Inputs
| SignalID | SignalName | Enabled | Device/Name | Active Low | State | Description |
| 1 | Input #0 | 1 | M31/1DI.01.00 | 0 | GENERAL INPUT 0 (1DI.01.00) | |
| 2 | Input #1 | 1 | M31/1DI.01.01 | 0 | GENERAL INPUT 1 (1DI.01.01) | |
| 3 | Input #2 | 1 | M31/1DI.01.02 | 0 | GENERAL INPUT 2 (1DI.01.02) | |
| 4 | Input #3 | 1 | M31/1DI.01.03 | 0 | GENERAL INPUT 3 (1DI.01.03) | |
| 5 | Input #4 | 1 | M31/1DI.01.04 | 0 | ARC OK (1DI.01.04) | |
| 6 | Input #5 | 1 | M31/1DI.01.05 | 0 | BREAKAWAY ERROR (1DI.01.05) | |
| 7 | Input #6 | 1 | M31/1DI.01.06 | 0 | PLASMA ERROR (1DI.01.06) | |
| 8 | Input #7 | 1 | M31/1DI.01.07 | 0 | AIR PRESSURE (1DI.01.07) | |
| 65 | Motor 0 Home | 1 | M31/1DI.01.09 | 0 | X1 HOME (1DI.01.09) | |
| 66 | Motor 1 Home | 1 | M31/1DI.01.11 | 0 | Y HOME (1DI.01.11) | |
| 67 | Motor 2 Home | 1 | M31/1DI.01.12 | 0 | Z HOME (1DI.01.12) | |
| 68 | Motor 3 Home | 1 | M31/1DI.01.13 | 0 | X2 HOME (1DI.01.13) | |
| 97 | Motor 0 ++ | 1 | M31/1DI.01.08 | 0 | X LIMIT ++ (1DI.01.08) | |
| 98 | Motor 1 ++ | 1 | M31/1DI.01.10 | 0 | Y LIMIT ++ (1DI.01.10) | |
| 99 | Motor 2 ++ | 1 | M31/1DI.01.12 | 0 | Z LIMIT ++ (1DI.01.12) | |
| 129 | Motor 0 -- | 1 | M31/1DI.01.09 | 0 | X LIMIT -- (1DI.01.09) | |
| 130 | Motor 1 -- | 1 | M31/1DI.01.11 | 0 | Y LIMIT -- (1DI.01.11) | |
| 161 | Probe | 1 | M31/1DI.01.14 | 0 | PROBE (1DI.01.14) | |
| 164 | E-Stop | 1 | M31/1DI.ESTP | 0 | ESTOP (1DI.ESTP) | |
| 183 | Probe1 | 1 | M31/1DI.01.15 | 0 | PROBE 2 (1DI.01.15) | |
| 251 | Input #100 | 1 | M31/1DI.ALRM | 0 | DRIVE FAULT (1DI.ALRM) |
Outputs
| SignalID | SignalName | Enabled | Device/Name | Active Low | State | Description |
| 1050 | Output #0 | 1 | M31/1DO.01.00 | 0 | GENERAL OUTPUT 0 (1DO.01.00) | |
| 1051 | Output #1 | 1 | M31/1DO.01.01 | 0 | GENERAL OUTPUT 1 (1DO.01.01) | |
| 1052 | Output #2 | 1 | M31/1DO.01.02 | 0 | GENERAL OUTPUT 2 (1DO.01.02) | |
| 1053 | Output #3 | 1 | M31/1DO.01.03 | 0 | GENERAL OUTPUT 3 (1DO.01.03) | |
| 1054 | Output #4 | 1 | M31/1DO.01.04 | 0 | VENT (1DO.01.04) | |
| 1055 | Output #5 | 1 | M31/1DO.01.05 | 0 | LASER (1DO.01.07) | |
| 1056 | Output #6 | 1 | M31/1DO.01.06 | 0 | SCRIBE TOOL (1DO.01.06) | |
| 1057 | Output #40 | 1 | M31/1DO.01.07 | 0 | TORCH (1DO.01.05) | |
| 1142 | Spindle Fwd | 1 | M31/1DO.FE | 0 | (DRILLFORWARD) 1DO.FE | |
| 1143 | Spindle Rev | 1 | M31/1DO.RE | 0 | (DRILL REVERSE) 1DO.RE |
Languages
{{@2205}}
Plasma Settings
Pull down Configure -> Control -> and click the Settings tab. You may want to open the settings and update them while reading through the material below.
Enter Plasma into the filter at the top right of the screen. Within each section the settings are listed alphabetically. The most important values have default values that will work for many systems.

This is a link to a page showing all of the MachPro Plasma Settings in a new window. You may want to print it out so that you can see it while reading the manual below.
- Verify the default settings with your torch, voltage divider and torch height control documentation.
- When you select a material from the tech tables, the values for that material will be updated in the configuration settings. Change these values in the tech tables rather than in the Control Settings. See the Tech Tables section below.
- The Tech Table material values can also be set in the top of the G-Code file using these instructions: MachPro GCode WaterJet and Plasma Header Parameters
Voltage: divider, multiplier, live
Voltage management is a major factor in your plasma operation.
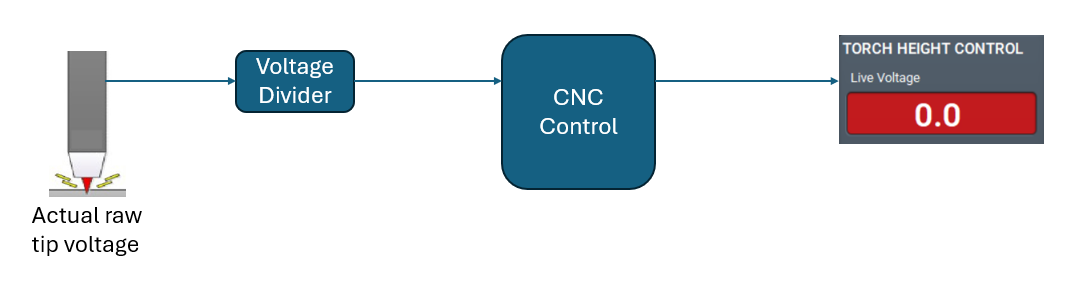
The Raw Tip Voltage is far too high to be read directly by your CNC control.
- The Live Voltage Feedback Scaled (Divided) is the ratio provided by your voltage divider. Example: for a 50:1 ratio, enter 50.
- The Live Voltage Feedback Multiplier will normally be the same as the voltage divider ratio.
The Live Voltage Feedback Scaled (Divided) takes the Tip Voltage and reduces it by a set ratio using a resistor network. It provides a fraction of the original voltage to the CNC control, and that is usable by the control. Sometimes that resistor network isn't totally accurate, and it reports a voltage value to the CNC control that isn't exactly the rated ratio.
The CNC control takes the divided voltage, multiplies the value and works with that number to manage the plasma cuts. Normally the Live Voltage Feedback Multiplier should match the Live Voltage Feedback Scaled (divided). However, the Live Voltage Feedback Multiplier is just a multiplier and it can be changed to correct inaccurate scaled/divided values.
If your voltage system is providing good production quality without any fudge factors, then you may skip the following section. If you find that the reported voltage on the screen is a problem, then this will help.
In the examples below, the measured tip voltage is 75 volts.
- In the first example, the voltage divider works correctly, divides the 75 volts by 50, and sends 1.5 volts to the CNC control. The CNC controls multiplies that voltage by 50 and uses 75 volts as the live tip voltage for cut management.
- When the voltage divider is off, it will be off over the entire range of measured tip voltages by the same ratio.
- Measure the actual tip voltage with a multimeter while noting the live voltage reported by the CNC control.
- If the values match, no change is needed.
- If the values do not match, a simple math exercise will correct it.
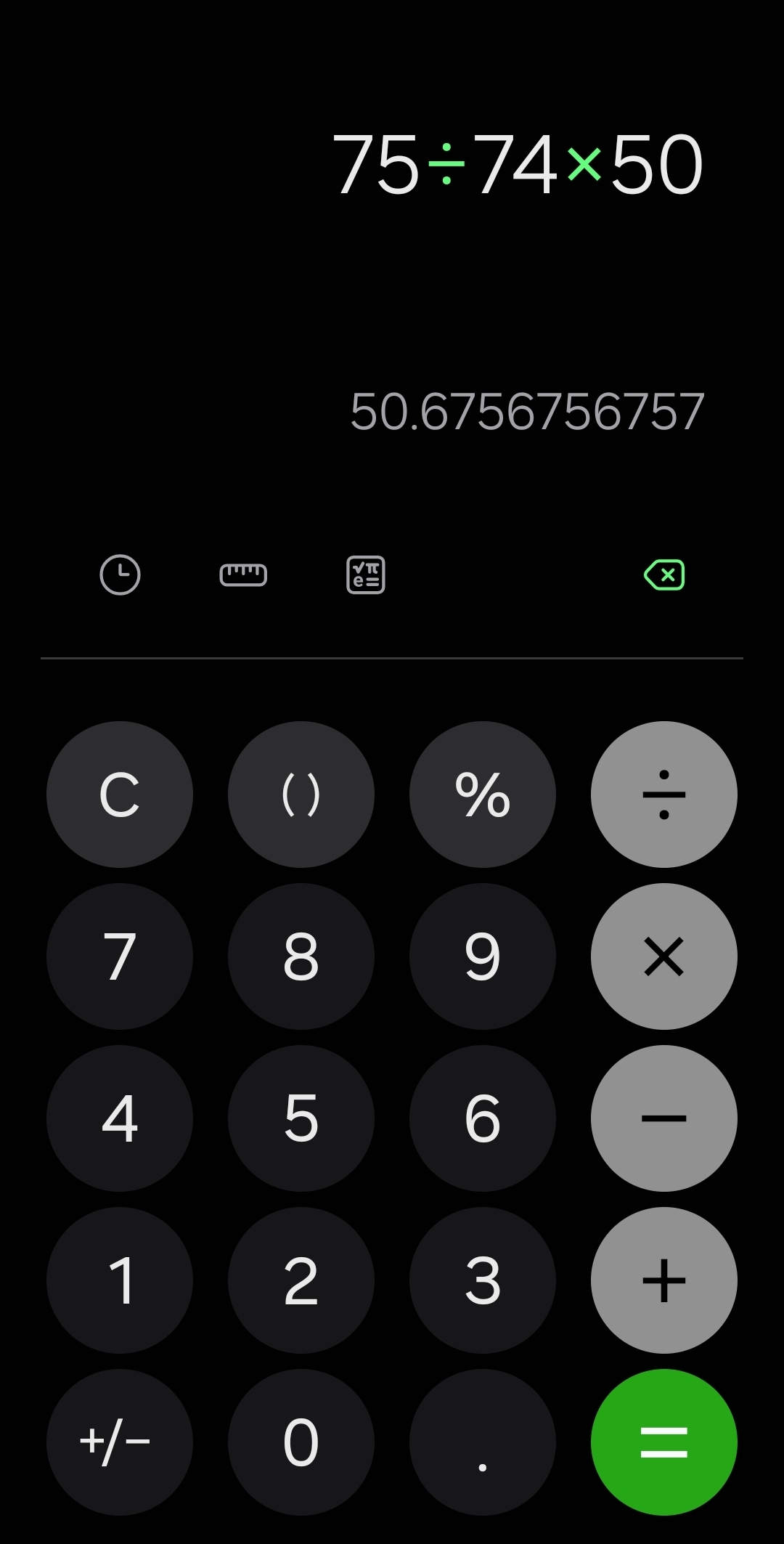
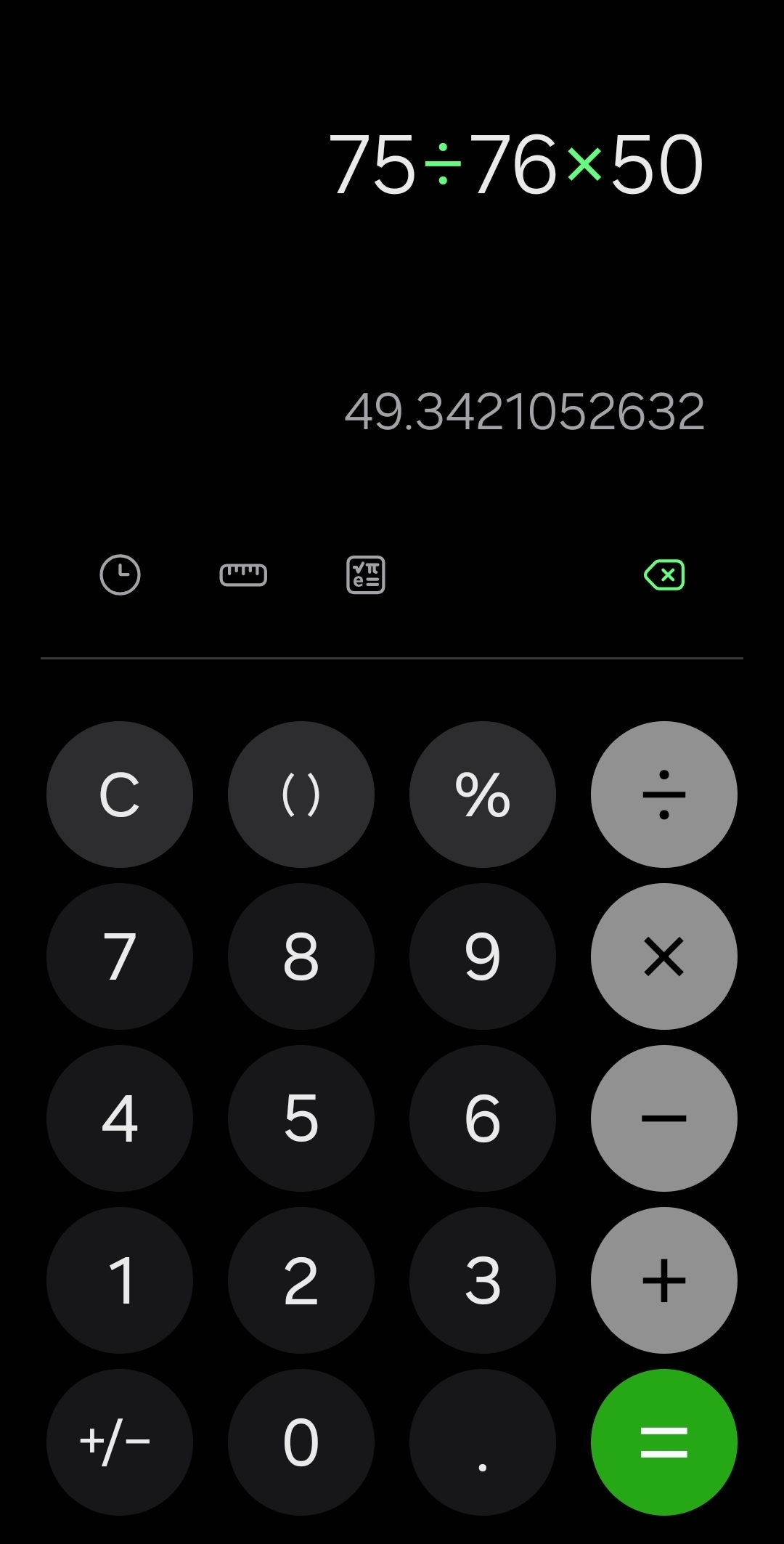
Measured Tip Voltage / Live Voltage from the screen X the current Live Voltage Feedback Multiplier = new Live Voltage Feedback Multiplier
|
In the second example, the voltage divider's resistors are off by a little. It divides the 75 volts and reports 1.48 volts to the CNC control. The control multiplies it by 50 and believes that the live tip voltage is only 74 volts.
Update the Live Voltage Feedback Multiplier to 50.6756 and the Live Voltage on the screen will match the measured tip voltage throughout the operating voltage range. |
In the third example, the voltage divider's resistors are also off by a little. It divides the 75 volts and reports 1.52 volts to the CNC control. The control multiplies that by 50 and believes the live tip voltage is 76 volts.
Update the Live Voltage Feedback Multiplier to 49.3421 and the Live Voltage on the screen will match the measured tip voltage throughout the operating voltage range. |
Tech Tables
The Tech Tables are accessed through a button in the lower right corner of the Torch Height Control screen section.

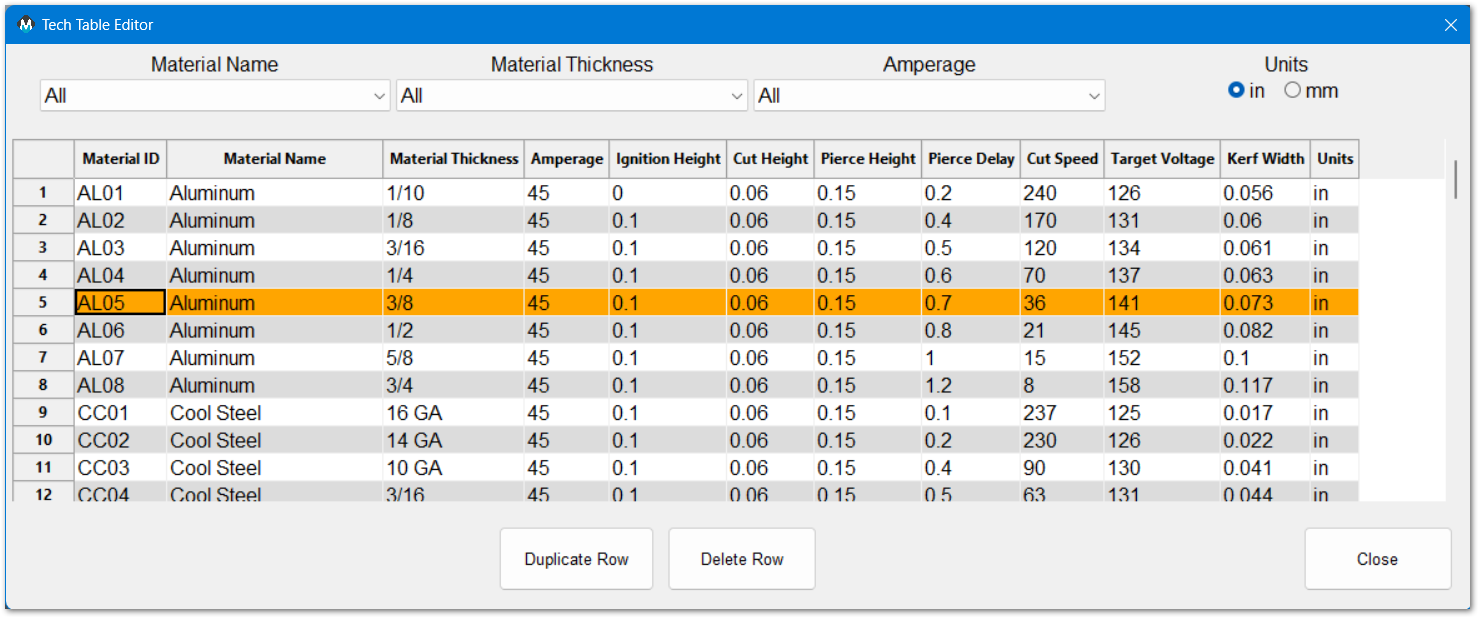
MachPro installs with a set of tech tables, and all of the values are editable.
Plasma cut sequence parameters
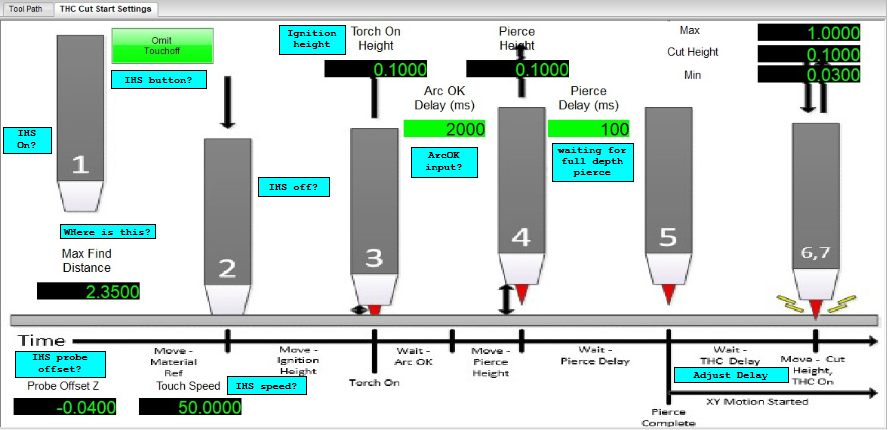
Initial Height Sensing (IHS)

The torch will touch-off / probe the work piece to determine the height for all the following steps.
IHS can be temporarily enabled and disabled using the button on the lower right of the Torch Height Control screen section. When it is off, THC will begin without the IHS touch-off. In the Initial Height Sensing settings, it can be disabled completely with the IHS Enabled setting.
IHS Probe Offset is the distance between the physical touch-off and when the probe sensor triggers. Set this value so the IHS touch-off accurately sets the material work height. Manually jog the torch down to the work piece and note the Z coordinate. Then repeat using IHS touch-off. Enter any difference between your measured Z height and the IHS reported Z height as your IHS Probe Offset.
IHS Skip Distance is used on closely spaced cuts where the initial height of the next cut is already known, and a new probe is not needed. This saves cycle time on multiple cuts. Set this distance according to the job needs.
Once the IHS sequence has probed the material, it sets the initial work piece height (part Z) for the next steps.
Ignition Height is the distance above the work piece (part Z) to strike the arc. This is set in the Tech Tables.
Arc OK input signal comes from the torch control. The arc has been established and the pierce process can begin. The torch will move to the Pierce Height and wait for the Pierce Delay to complete. Both of the Pierce values are set by the Tech Tables. Pierce Delay is the length of time required for the arc to pierce that type of material based on the other settings in the tech table. Once the Pierce Delay is complete, the torch will move to Cut Height and begin XY movement.
Cut Height is set by the tech tables, but the THC will adjust the cut height to maintain the target voltage. The Cut Height Max and Min Limits establish the boundaries for THC.
Torch Height Control (THC) begins with the XY motion, but it can be delayed with the Adjust Delay to allow the arc to stabilize in the material and any initial voltage fluctuations to settle.
Torch Height Control (THC)
THC uses the tip voltage to set the torch height during the cut.
Auto Voltage Control uses a fixed voltage from the tech tables, or as set by the operator to maintain the torch height.
Smart Target Voltage measures the voltage at the beginning of the cut and maintains that voltage level throughout the cut.
Within MachPro, the supported THC systems are the Vital Systems ArcPro Torch Height Control, Plasma Roller Heads, and the SoftHC (software height control).
The ArcPro will manage the incoming voltage signal from the voltage divider and adjust the torch height. Refer to the Vital Systems ArcPro User Guide to integrate your ArcPro into the MachPro software.
The SoftHC needs a voltage input from the voltage divider and
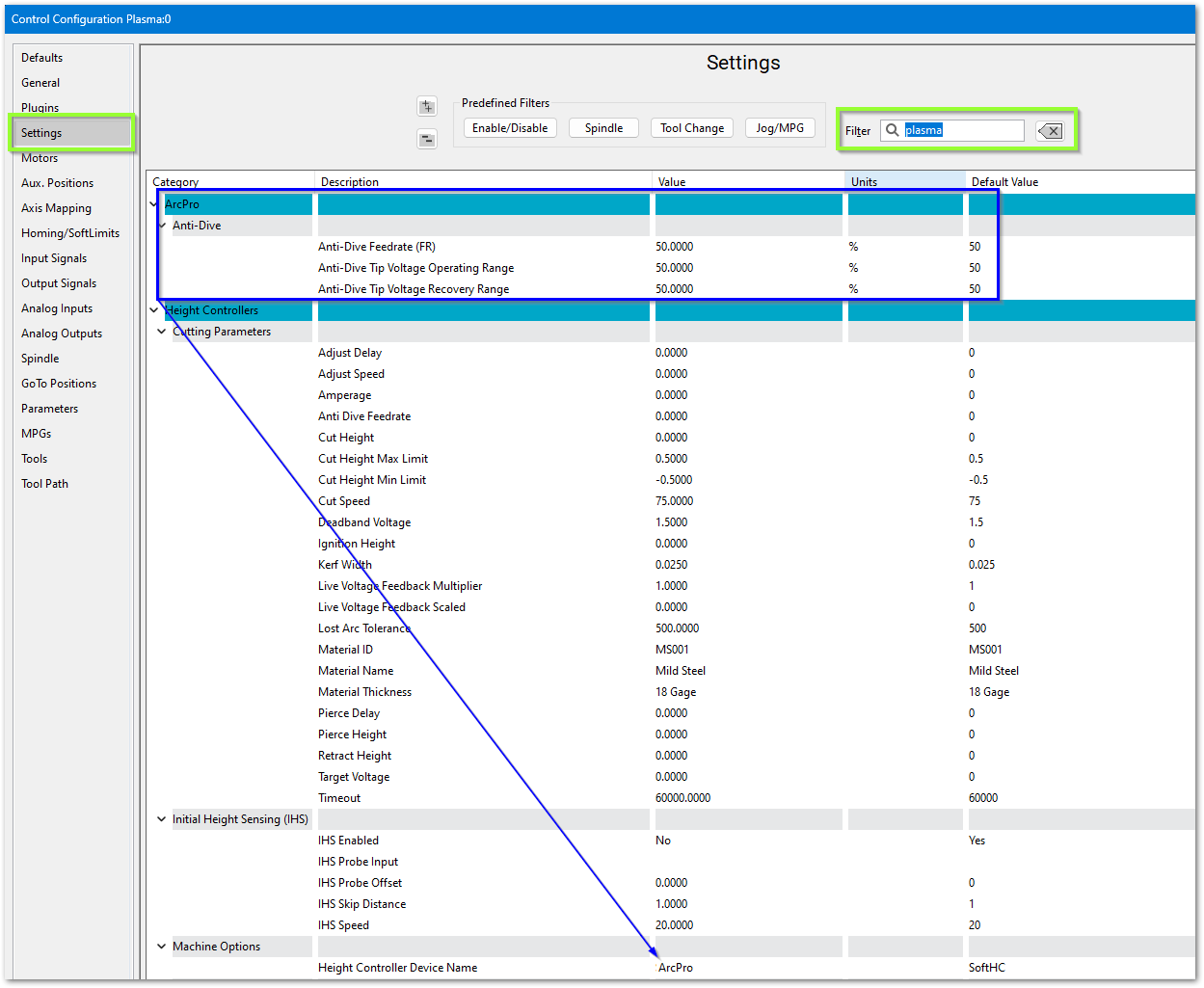
Configure MachPro Plasma
These are the minimum software settings to integrate your power unit with MachPro.
- Pull down Configure -> Control and select the Settings tab
- In the upper right corner of the window, enter plasma as the filter term

ArcPro height controller
Verify these settings
Soft Height Control

Roller Head
If you are using a roller head, change the Plasma Style to Roller Head and update these settings to match your system

Initial Height Sensing (IHS)
This is usually implemented with an ohmic contact, torque/motor-stall sensing, or a floating head switch. These are the options for configuring IHS.

Laser settings

Probing Configuration
For MachPro prior to version 2026.5.13.1 MachPro Probing Wizard
For MachPro versions 2026.5.13.1 and after MachPro Blum Probing Routines
Modifying GoTo Positions
{{@2016}}